OPERATION
Fillet Welds
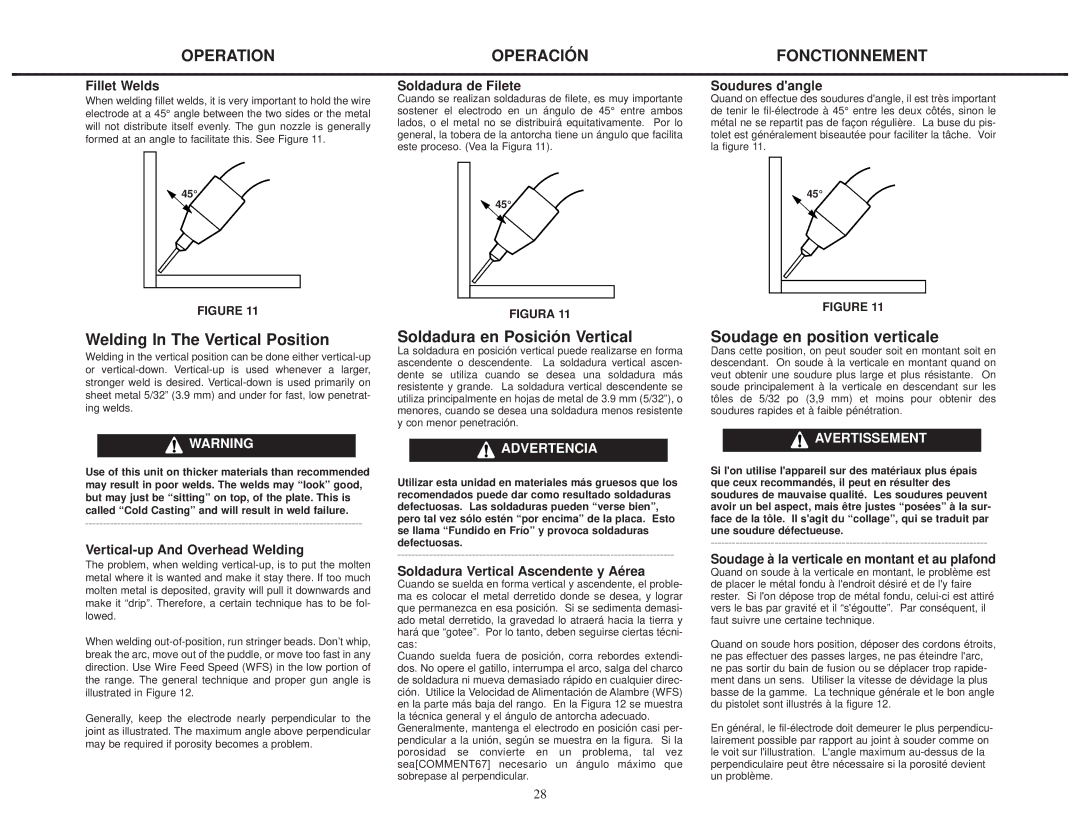
When welding fillet welds, it is very important to hold the wire electrode at a 45° angle between the two sides or the metal will not distribute itself evenly. The gun nozzle is generally formed at an angle to facilitate this. See Figure 11.
OPERACIÓN
Soldadura de Filete
Cuando se realizan soldaduras de filete, es muy importante sostener el electrodo en un ángulo de 45° entre ambos lados, o el metal no se distribuirá equitativamente. Por lo general, la tobera de la antorcha tiene un ángulo que facilita este proceso. (Vea la Figura 11).
FONCTIONNEMENT
Soudures d'angle
Quand on effectue des soudures d'angle, il est très important de tenir le
45°
45°
45°
FIGURE 11
Welding In The Vertical Position
Welding in the vertical position can be done either
![]() WARNING
WARNING
Use of this unit on thicker materials than recommended may result in poor welds. The welds may “look” good, but may just be “sitting” on top, of the plate. This is called “Cold Casting” and will result in weld failure.
Vertical-up And Overhead Welding
The problem, when welding
When welding
Generally, keep the electrode nearly perpendicular to the joint as illustrated. The maximum angle above perpendicular may be required if porosity becomes a problem.
FIGURA 11
Soldadura en Posición Vertical
La soldadura en posición vertical puede realizarse en forma ascendente o descendente. La soldadura vertical ascen- dente se utiliza cuando se desea una soldadura más resistente y grande. La soldadura vertical descendente se utiliza principalmente en hojas de metal de 3.9 mm (5/32”), o menores, cuando se desea una soldadura menos resistente y con menor penetración.
 ADVERTENCIA
ADVERTENCIA
Utilizar esta unidad en materiales más gruesos que los recomendados puede dar como resultado soldaduras defectuosas. Las soldaduras pueden “verse bien”, pero tal vez sólo estén “por encima” de la placa. Esto se llama “Fundido en Frío” y provoca soldaduras defectuosas.
Soldadura Vertical Ascendente y Aérea
Cuando se suelda en forma vertical y ascendente, el proble- ma es colocar el metal derretido donde se desea, y lograr que permanezca en esa posición. Si se sedimenta demasi- ado metal derretido, la gravedad lo atraerá hacia la tierra y hará que “gotee”. Por lo tanto, deben seguirse ciertas técni- cas:
Cuando suelda fuera de posición, corra rebordes extendi- dos. No opere el gatillo, interrumpa el arco, salga del charco de soldadura ni mueva demasiado rápido en cualquier direc- ción. Utilice la Velocidad de Alimentación de Alambre (WFS) en la parte más baja del rango. En la Figura 12 se muestra la técnica general y el ángulo de antorcha adecuado.
Generalmente, mantenga el electrodo en posición casi per- pendicular a la unión, según se muestra en la figura. Si la
porosidad se convierte en un problema, tal vez sea[COMMENT67] necesario un ángulo máximo que sobrepase al perpendicular.
FIGURE 11
Soudage en position verticale
Dans cette position, on peut souder soit en montant soit en descendant. On soude à la verticale en montant quand on veut obtenir une soudure plus large et plus résistante. On soude principalement à la verticale en descendant sur les tôles de 5/32 po (3,9 mm) et moins pour obtenir des soudures rapides et à faible pénétration.
 AVERTISSEMENT
AVERTISSEMENT
Si l'on utilise l'appareil sur des matériaux plus épais que ceux recommandés, il peut en résulter des soudures de mauvaise qualité. Les soudures peuvent avoir un bel aspect, mais être justes “posées” à la sur- face de la tôle. Il s'agit du “collage”, qui se traduit par une soudure défectueuse.
Soudage à la verticale en montant et au plafond
Quand on soude à la verticale en montant, le problème est de placer le métal fondu à l'endroit désiré et de l'y faire rester. Si l'on dépose trop de métal fondu,
Quand on soude hors position, déposer des cordons étroits, ne pas effectuer des passes larges, ne pas éteindre l'arc, ne pas sortir du bain de fusion ou se déplacer trop rapide- ment dans un sens. Utiliser la vitesse de dévidage la plus basse de la gamme. La technique générale et le bon angle du pistolet sont illustrés à la figure 12.
En général, le
28