OPERATION
4.The Correct Welding Speed
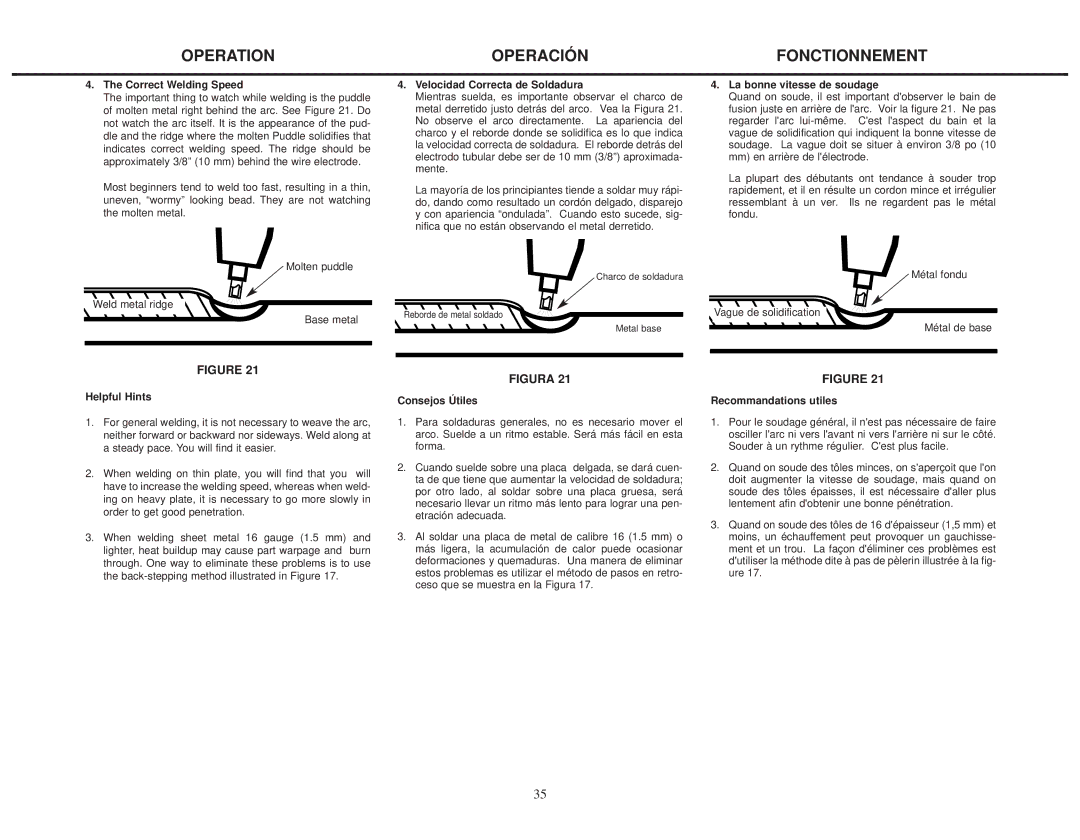
The important thing to watch while welding is the puddle of molten metal right behind the arc. See Figure 21. Do not watch the arc itself. It is the appearance of the pud- dle and the ridge where the molten Puddle solidifies that indicates correct welding speed. The ridge should be approximately 3/8” (10 mm) behind the wire electrode.
Most beginners tend to weld too fast, resulting in a thin, uneven, “wormy” looking bead. They are not watching the molten metal.
Molten puddle
Weld metal ridge
Base metal
OPERACIÓN
4.Velocidad Correcta de Soldadura
Mientras suelda, es importante observar el charco de metal derretido justo detrás del arco. Vea la Figura 21.
No observe el arco directamente. La apariencia del charco y el reborde donde se solidifica es lo que indica la velocidad correcta de soldadura. El reborde detrás del electrodo tubular debe ser de 10 mm (3/8”) aproximada- mente.
La mayoría de los principiantes tiende a soldar muy rápi- do, dando como resultado un cordón delgado, disparejo y con apariencia “ondulada”. Cuando esto sucede, sig- nifica que no están observando el metal derretido.
Charco de soldadura
Reborde de metal soldado
Metal base
FONCTIONNEMENT
4.La bonne vitesse de soudage
Quand on soude, il est important d'observer le bain de fusion juste en arrière de l'arc. Voir la figure 21. Ne pas
regarder l'arc
La plupart des débutants ont tendance à souder trop rapidement, et il en résulte un cordon mince et irrégulier
ressemblant à un ver. Ils ne regardent pas le métal fondu.
Métal fondu
Vague de solidification
Métal de base
FIGURE 21
Helpful Hints
1.For general welding, it is not necessary to weave the arc, neither forward or backward nor sideways. Weld along at a steady pace. You will find it easier.
2.When welding on thin plate, you will find that you will have to increase the welding speed, whereas when weld- ing on heavy plate, it is necessary to go more slowly in order to get good penetration.
3.When welding sheet metal 16 gauge (1.5 mm) and lighter, heat buildup may cause part warpage and burn through. One way to eliminate these problems is to use the
FIGURA 21
Consejos Útiles
1.Para soldaduras generales, no es necesario mover el arco. Suelde a un ritmo estable. Será más fácil en esta forma.
2.Cuando suelde sobre una placa delgada, se dará cuen- ta de que tiene que aumentar la velocidad de soldadura; por otro lado, al soldar sobre una placa gruesa, será necesario llevar un ritmo más lento para lograr una pen- etración adecuada.
3.Al soldar una placa de metal de calibre 16 (1.5 mm) o más ligera, la acumulación de calor puede ocasionar deformaciones y quemaduras. Una manera de eliminar estos problemas es utilizar el método de pasos en retro- ceso que se muestra en la Figura 17.
FIGURE 21
Recommandations utiles
1.Pour le soudage général, il n'est pas nécessaire de faire osciller l'arc ni vers l'avant ni vers l'arrière ni sur le côté. Souder à un rythme régulier. C'est plus facile.
2.Quand on soude des tôles minces, on s'aperçoit que l'on doit augmenter la vitesse de soudage, mais quand on soude des tôles épaisses, il est nécessaire d'aller plus lentement afin d'obtenir une bonne pénétration.
3.Quand on soude des tôles de 16 d'épaisseur (1,5 mm) et moins, un échauffement peut provoquer un gauchisse- ment et un trou. La façon d'éliminer ces problèmes est d'utiliser la méthode dite à pas de pèlerin illustrée à la fig- ure 17.
35