OPERATION
When using the GMAW process on light gauge material, weld from right to left (if you are right handed). This results in a colder weld and has less tendency for burn through.
2.The Correct Way To Strike An Arc
1.Be sure the work clamp makes good electrical con- tact to the work.
2.Position gun over joint. End of wire may be lightly touching the work.
3.Position face shield to protect face and eyes, close gun trigger, and begin welding. Hold the gun so that the contact tip to work distance is about 3/8 to 1/2 inch (10 – 12 mm).
4.To stop welding, release the gun trigger and pull the gun away from the work after the arc goes out.
5.A ball may form at the tip end of the wire after weld- ing. For easier restrikes, the ball may be removed by feeding out a few inches of wire and cutting off the end of the wire with wire cutters.
6.When no more welding is to be done, close the valve on the gas cylinder, momentarily operate the gun trigger to release gas pressure, then turn off the machine.
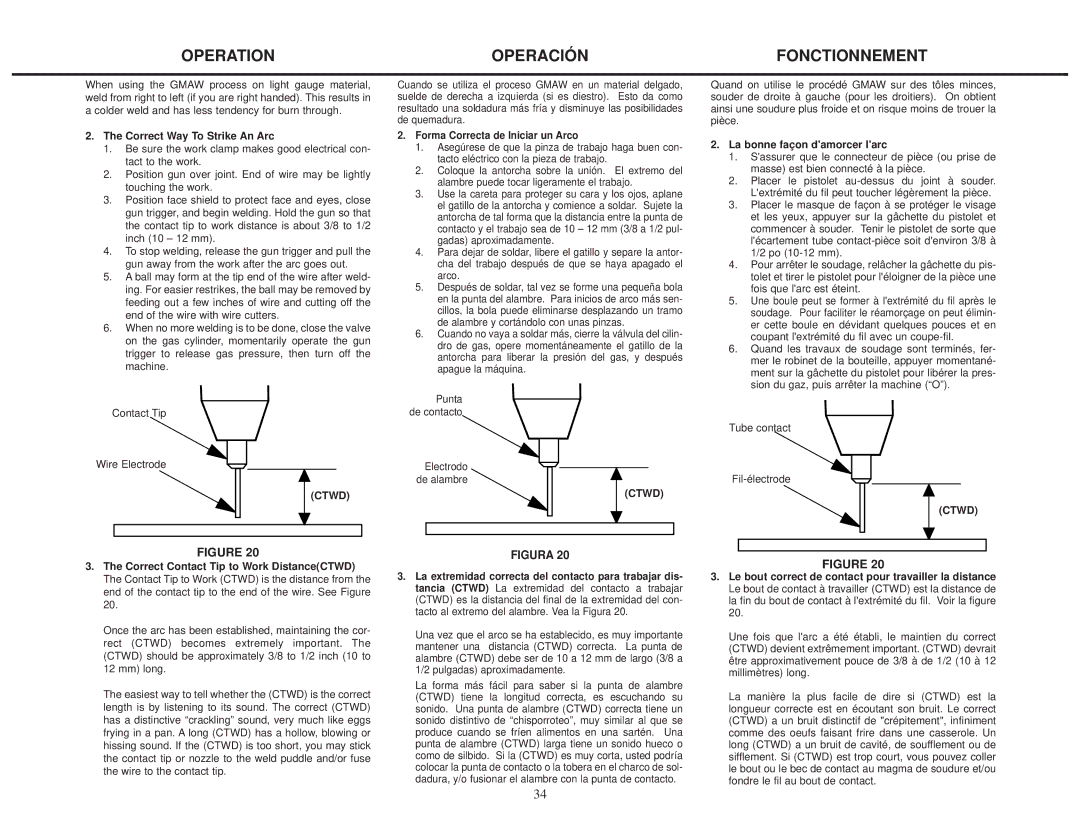
Contact Tip
Wire Electrode
(CTWD)
FIGURE 20
3.The Correct Contact Tip to Work Distance(CTWD) The Contact Tip to Work (CTWD) is the distance from the end of the contact tip to the end of the wire. See Figure 20.
Once the arc has been established, maintaining the cor- rect (CTWD) becomes extremely important. The (CTWD) should be approximately 3/8 to 1/2 inch (10 to 12 mm) long.
The easiest way to tell whether the (CTWD) is the correct length is by listening to its sound. The correct (CTWD) has a distinctive “crackling” sound, very much like eggs frying in a pan. A long (CTWD) has a hollow, blowing or hissing sound. If the (CTWD) is too short, you may stick the contact tip or nozzle to the weld puddle and/or fuse the wire to the contact tip.
OPERACIÓN
Cuando se utiliza el proceso GMAW en un material delgado, suelde de derecha a izquierda (si es diestro). Esto da como resultado una soldadura más fría y disminuye las posibilidades de quemadura.
2.Forma Correcta de Iniciar un Arco
1.Asegúrese de que la pinza de trabajo haga buen con- tacto eléctrico con la pieza de trabajo.
2.Coloque la antorcha sobre la unión. El extremo del alambre puede tocar ligeramente el trabajo.
3.Use la careta para proteger su cara y los ojos, aplane el gatillo de la antorcha y comience a soldar. Sujete la antorcha de tal forma que la distancia entre la punta de contacto y el trabajo sea de 10 – 12 mm (3/8 a 1/2 pul- gadas) aproximadamente.
4.Para dejar de soldar, libere el gatillo y separe la antor- cha del trabajo después de que se haya apagado el arco.
5.Después de soldar, tal vez se forme una pequeña bola en la punta del alambre. Para inicios de arco más sen- cillos, la bola puede eliminarse desplazando un tramo de alambre y cortándolo con unas pinzas.
6.Cuando no vaya a soldar más, cierre la válvula del cilin- dro de gas, opere momentáneamente el gatillo de la antorcha para liberar la presión del gas, y después apague la máquina.
Punta de contacto
Electrodo de alambre
(CTWD)
FIGURA 20
3.La extremidad correcta del contacto para trabajar dis- tancia (CTWD) La extremidad del contacto a trabajar (CTWD) es la distancia del final de la extremidad del con- tacto al extremo del alambre. Vea la Figura 20.
Una vez que el arco se ha establecido, es muy importante mantener una distancia (CTWD) correcta. La punta de alambre (CTWD) debe ser de 10 a 12 mm de largo (3/8 a 1/2 pulgadas) aproximadamente.
La forma más fácil para saber si la punta de alambre (CTWD) tiene la longitud correcta, es escuchando su sonido. Una punta de alambre (CTWD) correcta tiene un sonido distintivo de “chisporroteo”, muy similar al que se produce cuando se fríen alimentos en una sartén. Una punta de alambre (CTWD) larga tiene un sonido hueco o como de silbido. Si la (CTWD) es muy corta, usted podría colocar la punta de contacto o la tobera en el charco de sol- dadura, y/o fusionar el alambre con la punta de contacto.
FONCTIONNEMENT
Quand on utilise le procédé GMAW sur des tôles minces, souder de droite à gauche (pour les droitiers). On obtient ainsi une soudure plus froide et on risque moins de trouer la pièce.
2.La bonne façon d'amorcer l'arc
1.S'assurer que le connecteur de pièce (ou prise de masse) est bien connecté à la pièce.
2.Placer le pistolet
3.Placer le masque de façon à se protéger le visage et les yeux, appuyer sur la gâchette du pistolet et commencer à souder. Tenir le pistolet de sorte que l'écartement tube
4.Pour arrêter le soudage, relâcher la gâchette du pis- tolet et tirer le pistolet pour l'éloigner de la pièce une fois que l'arc est éteint.
5.Une boule peut se former à l'extrémité du fil après le soudage. Pour faciliter le réamorçage on peut élimin- er cette boule en dévidant quelques pouces et en coupant l'extrémité du fil avec un
6.Quand les travaux de soudage sont terminés, fer- mer le robinet de la bouteille, appuyer momentané- ment sur la gâchette du pistolet pour libérer la pres- sion du gaz, puis arrêter la machine (“O”).
Tube contact
(CTWD)
FIGURE 20
3.Le bout correct de contact pour travailler la distance Le bout de contact à travailler (CTWD) est la distance de la fin du bout de contact à l'extrémité du fil. Voir la figure 20.
Une fois que l'arc a été établi, le maintien du correct (CTWD) devient extrêmement important. (CTWD) devrait être approximativement pouce de 3/8 à de 1/2 (10 à 12 millimètres) long.
La manière la plus facile de dire si (CTWD) est la longueur correcte est en écoutant son bruit. Le correct (CTWD) a un bruit distinctif de "crépitement", infiniment comme des oeufs faisant frire dans une casserole. Un long (CTWD) a un bruit de cavité, de soufflement ou de sifflement. Si (CTWD) est trop court, vous pouvez coller le bout ou le bec de contact au magma de soudure et/ou fondre le fil au bout de contact.
34