however, other tooling without tangs, such as the four remaining tools shown previously, can still be used if the potential load will not exceed the strength of the tapered fit. For example, this includes smaller drill chucks, drill bits, and cen- ters.
Note: If the tooling has an open hole in the end but is too short to be exposed in the drift slot for removal, then a screw can be threaded into the end of the tool to provide a solid surface for the quill pin to push against when the quill is retracted for tool removal. Otherwise, removal of such tool- ing may be difficult.
To install tooling in the tailstock:
1.With the tailstock locked in place, unlock the quill, then use the handwheel to extend it approximately 1".
2.thoroughly clean and dry the tapered mating surfaces of the quill and the center, making sure that no lint or oil remains on the tapers.
Note: If the tapered tool shaft has a tang, align it with the slot in the back of the quill before seating it.
3.With a firm and quick motion, insert the tool into the quill. Check to see if it is firmly seated by attempting to twist
4.unlock the tailstock and move it until the tip of the tool is close to, but not touching, the workpiece, then
5.start spindle rotation, unlock the quill lock lever, then turn the quill handwheel clockwise to feed the tool into the workpiece.
Model G0740 (Mfg. Since 11/12)
Removing Tooling
1.use a shop rag to hold the tool.
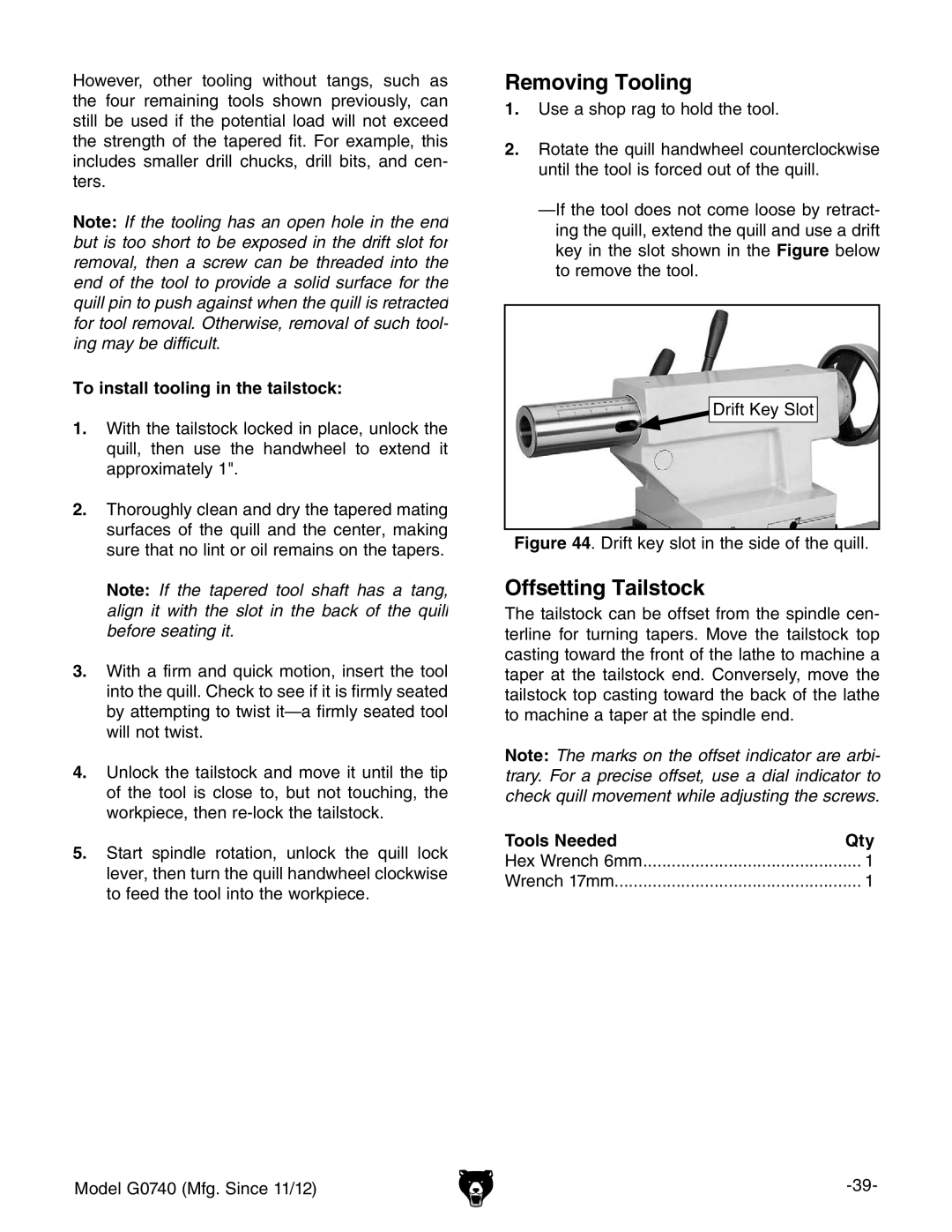
2.rotate the quill handwheel counterclockwise until the tool is forced out of the quill.
Drift Key Slot
Figure 44. Drift key slot in the side of the quill.
Offsetting Tailstock
the tailstock can be offset from the spindle cen- terline for turning tapers. move the tailstock top casting toward the front of the lathe to machine a taper at the tailstock end. Conversely, move the tailstock top casting toward the back of the lathe to machine a taper at the spindle end.
Note: The marks on the offset indicator are arbi- trary. For a precise offset, use a dial indicator to check quill movement while adjusting the screws.
Tools Needed | Qty |
Hex Wrench 6mm. | ............................................. 1 |
Wrench 17mm | 1 |