Return to Section TOC
to Section TOC
Return to Master TOC
to Master TOC
OPERATION |
| |||
|
| |||
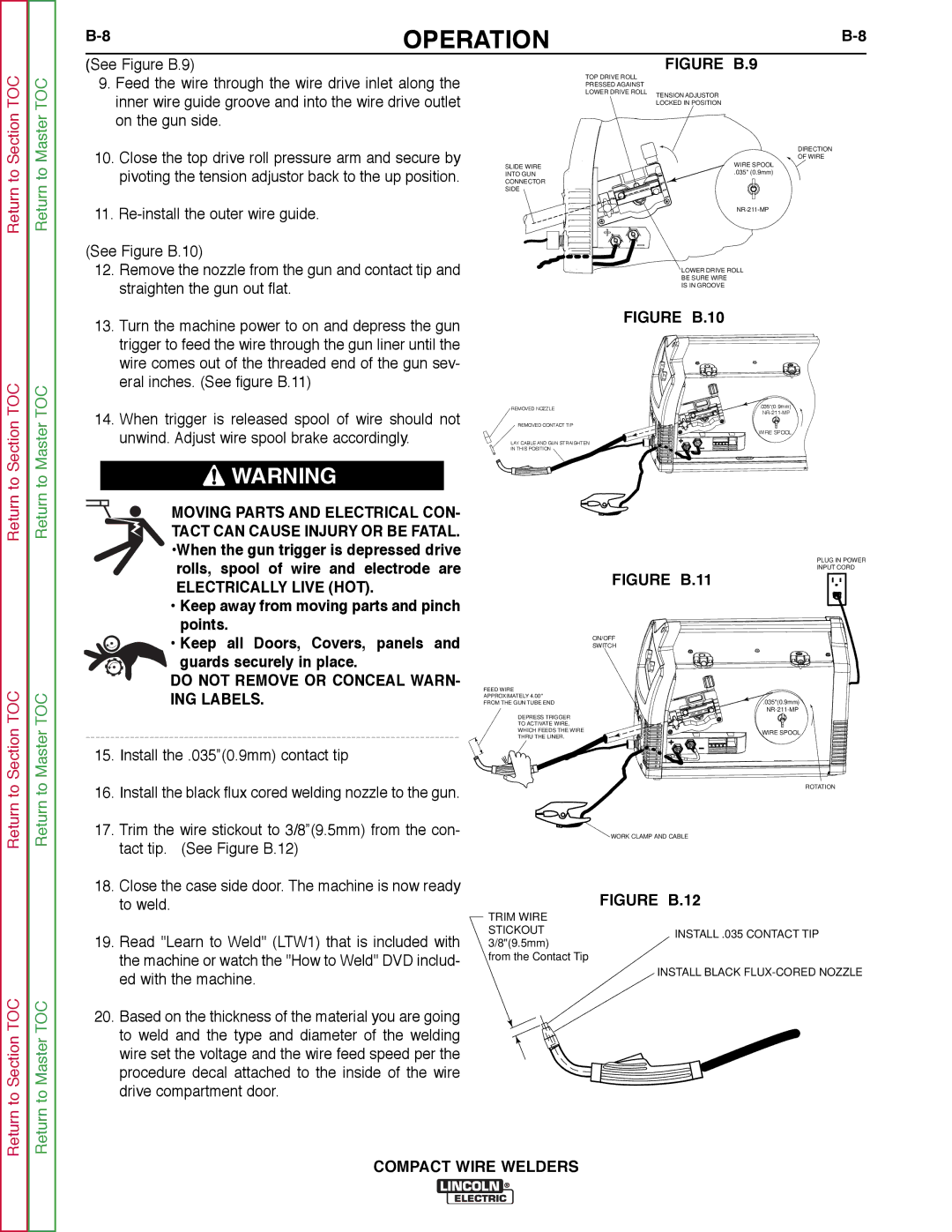
(See Figure B.9) |
|
| FIGURE B.9 | |
9. Feed the wire through the wire drive inlet along the | TOP DRIVE ROLL |
| ||
PRESSED AGAINST |
| |||
LOWER DRIVE ROLL |
| |||
inner wire guide groove and into the wire drive outlet | TENSION ADJUSTOR | |||
| ||||
| LOCKED IN POSITION | |||
|
| |||
on the gun side. |
|
|
| |
10.Close the top drive roll pressure arm and secure by pivoting the tension adjustor back to the up position.
11.Re-install the outer wire guide.
(See Figure B.10)
12.Remove the nozzle from the gun and contact tip and straighten the gun out flat.
13.Turn the machine power to on and depress the gun trigger to feed the wire through the gun liner until the wire comes out of the threaded end of the gun sev- eral inches. (See figure B.11)
14.When trigger is released spool of wire should not unwind. Adjust wire spool brake accordingly.
![]() WARNING
WARNING
SLIDE WIRE
INTO GUN
CONNECTOR
SIDE
REMOVED NOZZLE
REMOVED CONTACT TIP
LAY CABLE AND GUN STRAIGHTEN IN THIS POSITION
DIRECTION OF WIRE
WIRE SPOOL
.035" (0.9mm)
LOWER DRIVE ROLL
BE SURE WIRE
IS IN GROOVE
FIGURE B.10
.035"(0.9mm)
WIRE SPOOL
Return
Return to Section TOC
Return
Return to Master TOC
MOVING PARTS AND ELECTRICAL CON- TACT CAN CAUSE INJURY OR BE FATAL. •When the gun trigger is depressed drive rolls, spool of wire and electrode are
ELECTRICALLY LIVE (HOT).
•Keep away from moving parts and pinch points.
• Keep all Doors, Covers, panels and guards securely in place.
DO NOT REMOVE OR CONCEAL WARN- ING LABELS.
15. Install the .035”(0.9mm) contact tip
16. | Install the black flux cored welding nozzle to the gun. |
17. | Trim the wire stickout to 3/8”(9.5mm) from the con- |
| tact tip. (See Figure B.12) |
18. | Close the case side door. The machine is now ready |
FIGURE B.11
ON/OFF
SWITCH
FEED WIRE
APPROXIMATELY 4.00"
FROM THE GUN TUBE END
DEPRESS TRIGGER
TO ACTIVATE WIRE,
WHICH FEEDS THE WIRE
THRU THE LINER.
![]() WORK CLAMP AND CABLE
WORK CLAMP AND CABLE
PLUG IN POWER
INPUT CORD
.035"(0.9mm)
WIRE SPOOL
ROTATION
Return to Section TOC
Return to Master TOC
| to weld. |
19. | Read "Learn to Weld" (LTW1) that is included with |
| the machine or watch the "How to Weld" DVD includ- |
| ed with the machine. |
20. | Based on the thickness of the material you are going |
| to weld and the type and diameter of the welding |
| wire set the voltage and the wire feed speed per the |
| procedure decal attached to the inside of the wire |
| drive compartment door. |
FIGURE B.12
TRIM WIRE
STICKOUTINSTALL .035 CONTACT TIP 3/8"(9.5mm)
from the Contact Tip
INSTALL BLACK
COMPACT WIRE WELDERS