TOC
TOC
B-11 OPERATION
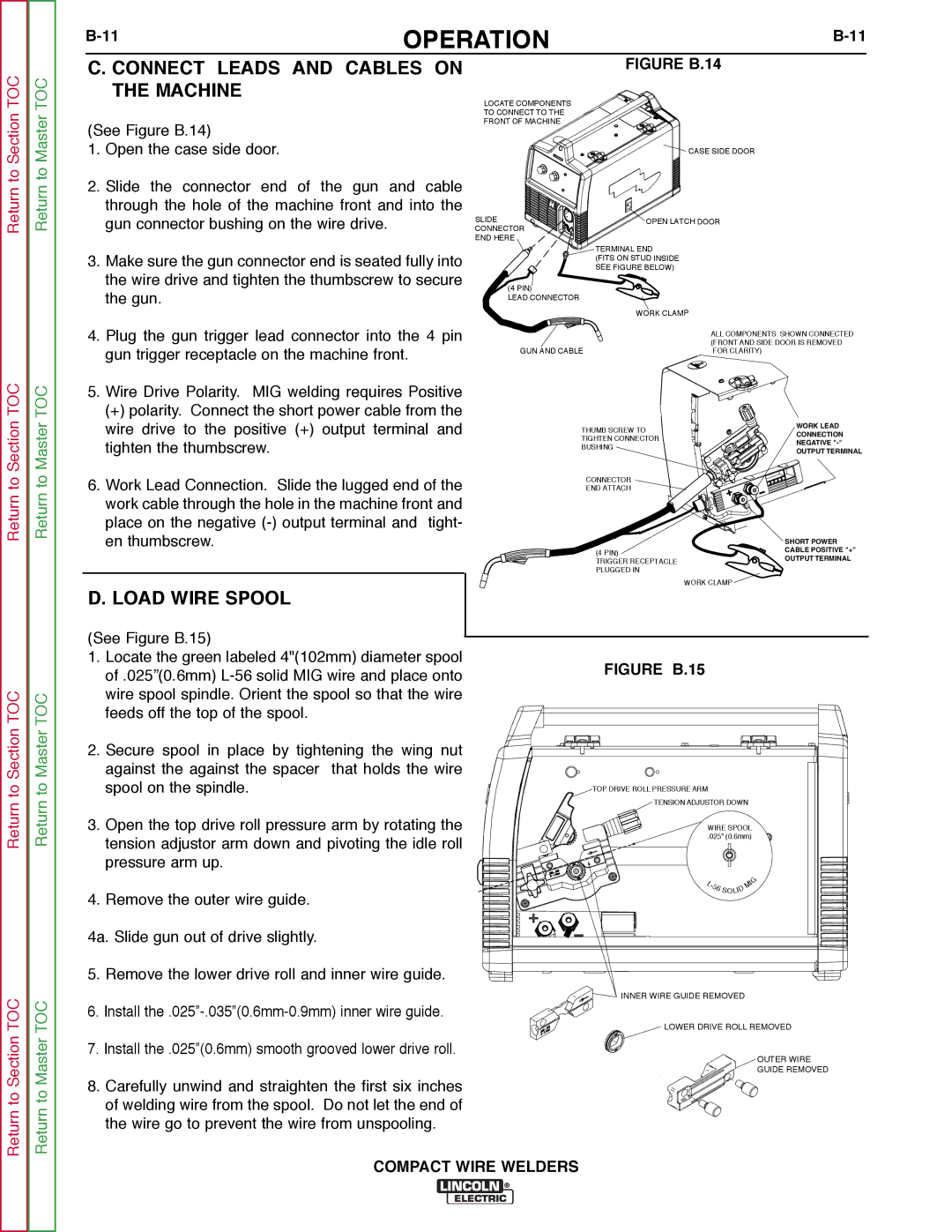
C. CONNECT LEADS AND CABLES ON THE MACHINE
FIGURE B.14
Section
Master
(See Figure B.14)
LOCATE COMPONENTS TO CONNECT TO THE FRONT OF MACHINE
1.Open the case side door.
2.Slide the connector end of the gun and cable
through the hole of the machine front and into the
gun connector bushing on the wire drive. | SLIDE | |
CONNECTOR | ||
| END HERE | |
3. Make sure the gun connector end is seated fully into |
| |
the wire drive and tighten the thumbscrew to secure | (4 PIN) | |
the gun. | ||
LEAD CONNECTOR | ||
|
![]() CASE SIDE DOOR
CASE SIDE DOOR
OPEN LATCH DOOR
TERMINAL END (FITS ON STUD INSIDE SEE FIGURE BELOW)
WORK CLAMP
4. Plug the gun trigger lead connector into the 4 pin |
| ALL COMPONENTS SHOWN CONNECTED |
| GUN AND CABLE | (FRONT AND SIDE DOOR IS REMOVED |
gun trigger receptacle on the machine front. | FOR CLARITY) | |
|
|
TOC
TOC
5. Wire Drive Polarity. MIG welding requires Positive |
(+) polarity. Connect the short power cable from the |
wire drive to the positive (+) output terminal and |
THUMB SCREW TO
WORK LEAD CONNECTION
TIGHTEN CONNECTOR
BUSHING
NEGATIVE
OUTPUT TERMINAL
Return to Section
Return to Section TOC
Return to Master
Return to Master TOC
tighten the thumbscrew. |
6. Work Lead Connection. Slide the lugged end of the |
work cable through the hole in the machine front and |
place on the negative |
en thumbscrew. |
D. LOAD WIRE SPOOL
(See Figure B.15)
1.Locate the green labeled 4"(102mm) diameter spool of .025”(0.6mm)
2.Secure spool in place by tightening the wing nut against the against the spacer that holds the wire spool on the spindle.
3.Open the top drive roll pressure arm by rotating the tension adjustor arm down and pivoting the idle roll pressure arm up.
4.Remove the outer wire guide.
CONNECTOR |
| |
END ATTACH |
| |
| SHORT POWER | |
(4 PIN) | CABLE POSITIVE "+" | |
OUTPUT TERMINAL | ||
TRIGGER RECEPTACLE | ||
| ||
PLUGGED IN |
| |
| WORK CLAMP |
FIGURE B.15
TOP DRIVE ROLL PRESSURE ARM
![]() TENSION ADJUSTOR DOWN
TENSION ADJUSTOR DOWN
WIRE SPOOL
.025" (0.6mm)
L |
|
|
| IG |
- |
|
| M | |
| 5 | 6 |
| |
|
| D | ||
|
|
| S OLI |
|
Return to Section TOC
Return to Master TOC
4a. Slide gun out of drive slightly.
5. Remove the lower drive roll and inner wire guide.
![]() INNER WIRE GUIDE REMOVED
INNER WIRE GUIDE REMOVED
6. Install
LOWER DRIVE ROLL REMOVED
7. Install the .025”(0.6mm) smooth grooved lower drive roll.
OUTER WIRE
GUIDE REMOVED
8. Carefully unwind and straighten the first six inches of welding wire from the spool. Do not let the end of the wire go to prevent the wire from unspooling.
COMPACT WIRE WELDERS