Section TOC
Master TOC
OPERATION |
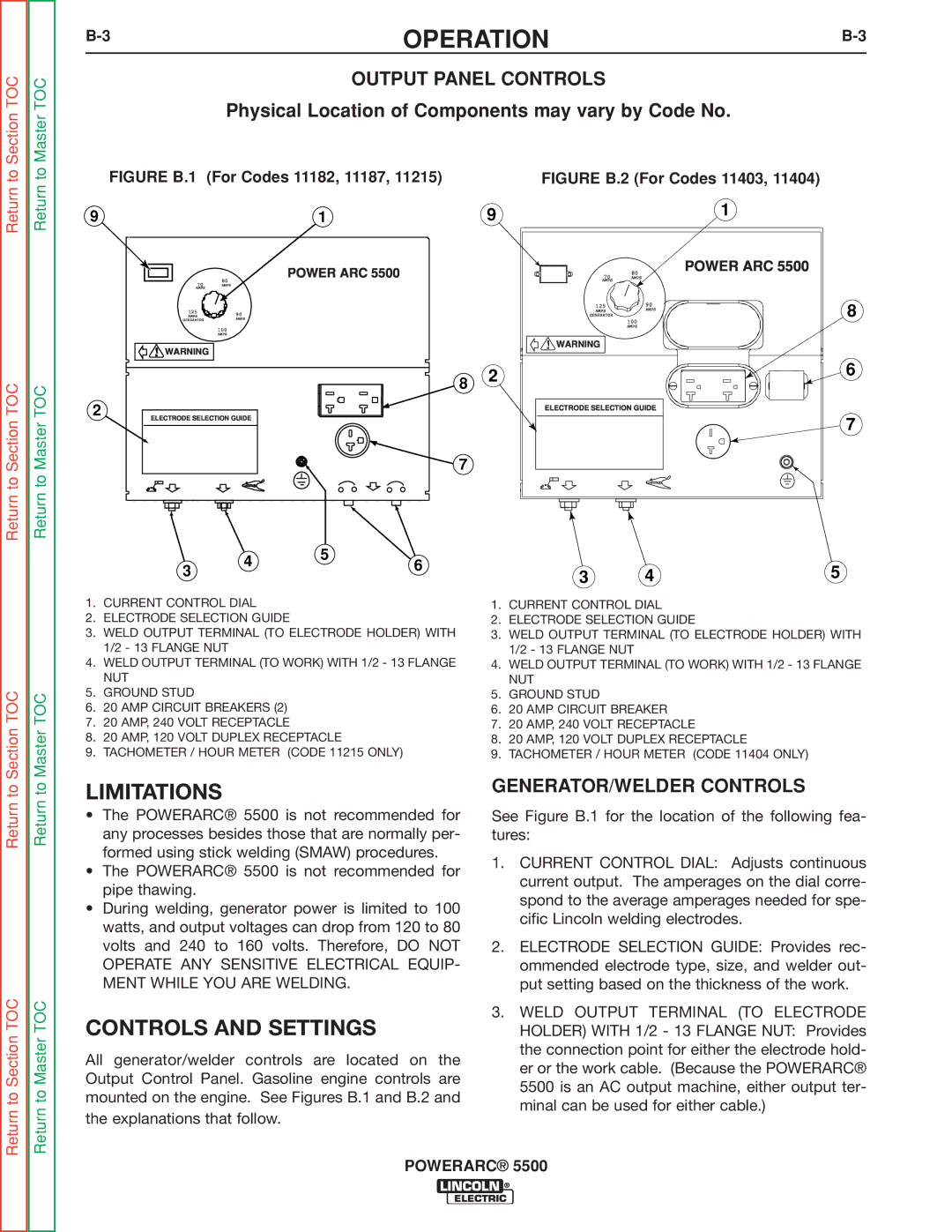
OUTPUT PANEL CONTROLS
Physical Location of Components may vary by Code No.
Return to Section TOC
Return to Master TOC
POWER ARC 5500
80
70AMPS
AMPS
125 | 90 |
AMPS | |
GENERATOR | AMPS |
100
AMPS
![]()
![]()
![]()
![]() WARNING
WARNING
8
2
ELECTRODE SELECTION GUIDE
7
| 4 | 5 |
3 | 6 | |
|
|
80
70 AMPS AMPS
12590
AMPSAMPS
GENERATOR
100
AMPS
![]()
![]()
![]()
![]() WARNING
WARNING
2
ELECTRODE SELECTION GUIDE
3 4
POWER ARC 5500
8
6
7
5
Section TOC
Master TOC
1.CURRENT CONTROL DIAL
2.ELECTRODE SELECTION GUIDE
3.WELD OUTPUT TERMINAL (TO ELECTRODE HOLDER) WITH 1/2 - 13 FLANGE NUT
4.WELD OUTPUT TERMINAL (TO WORK) WITH 1/2 - 13 FLANGE NUT
5.GROUND STUD
6.20 AMP CIRCUIT BREAKERS (2)
7.20 AMP, 240 VOLT RECEPTACLE
8.20 AMP, 120 VOLT DUPLEX RECEPTACLE
9.TACHOMETER / HOUR METER (CODE 11215 ONLY)
1.CURRENT CONTROL DIAL
2.ELECTRODE SELECTION GUIDE
3.WELD OUTPUT TERMINAL (TO ELECTRODE HOLDER) WITH 1/2 - 13 FLANGE NUT
4.WELD OUTPUT TERMINAL (TO WORK) WITH 1/2 - 13 FLANGE NUT
5.GROUND STUD
6.20 AMP CIRCUIT BREAKER
7.20 AMP, 240 VOLT RECEPTACLE
8.20 AMP, 120 VOLT DUPLEX RECEPTACLE
9.TACHOMETER / HOUR METER (CODE 11404 ONLY)
Return to
Return to Section TOC
Return to
Return to Master TOC
LIMITATIONS
•The POWERARC® 5500 is not recommended for any processes besides those that are normally per- formed using stick welding (SMAW) procedures.
•The POWERARC® 5500 is not recommended for pipe thawing.
•During welding, generator power is limited to 100 watts, and output voltages can drop from 120 to 80 volts and 240 to 160 volts. Therefore, DO NOT OPERATE ANY SENSITIVE ELECTRICAL EQUIP- MENT WHILE YOU ARE WELDING.
CONTROLS AND SETTINGS
All generator/welder controls are located on the Output Control Panel. Gasoline engine controls are mounted on the engine. See Figures B.1 and B.2 and the explanations that follow.
GENERATOR/WELDER CONTROLS
See Figure B.1 for the location of the following fea- tures:
1.CURRENT CONTROL DIAL: Adjusts continuous current output. The amperages on the dial corre- spond to the average amperages needed for spe- cific Lincoln welding electrodes.
2.ELECTRODE SELECTION GUIDE: Provides rec- ommended electrode type, size, and welder out- put setting based on the thickness of the work.
3.WELD OUTPUT TERMINAL (TO ELECTRODE HOLDER) WITH 1/2 - 13 FLANGE NUT: Provides the connection point for either the electrode hold- er or the work cable. (Because the POWERARC® 5500 is an AC output machine, either output ter- minal can be used for either cable.)