OPERATION |
Return to Master TOC
Master TOC
Overhead Welding
Various techniques are used for overhead welding. However, in the interest of simplicity for the inexperi- enced welder, the following technique will probably take care of his needs for overhead welding:
1.Use 1/8” (3.2mm)
2.Put the electrode in he holder so it sticks straight out.
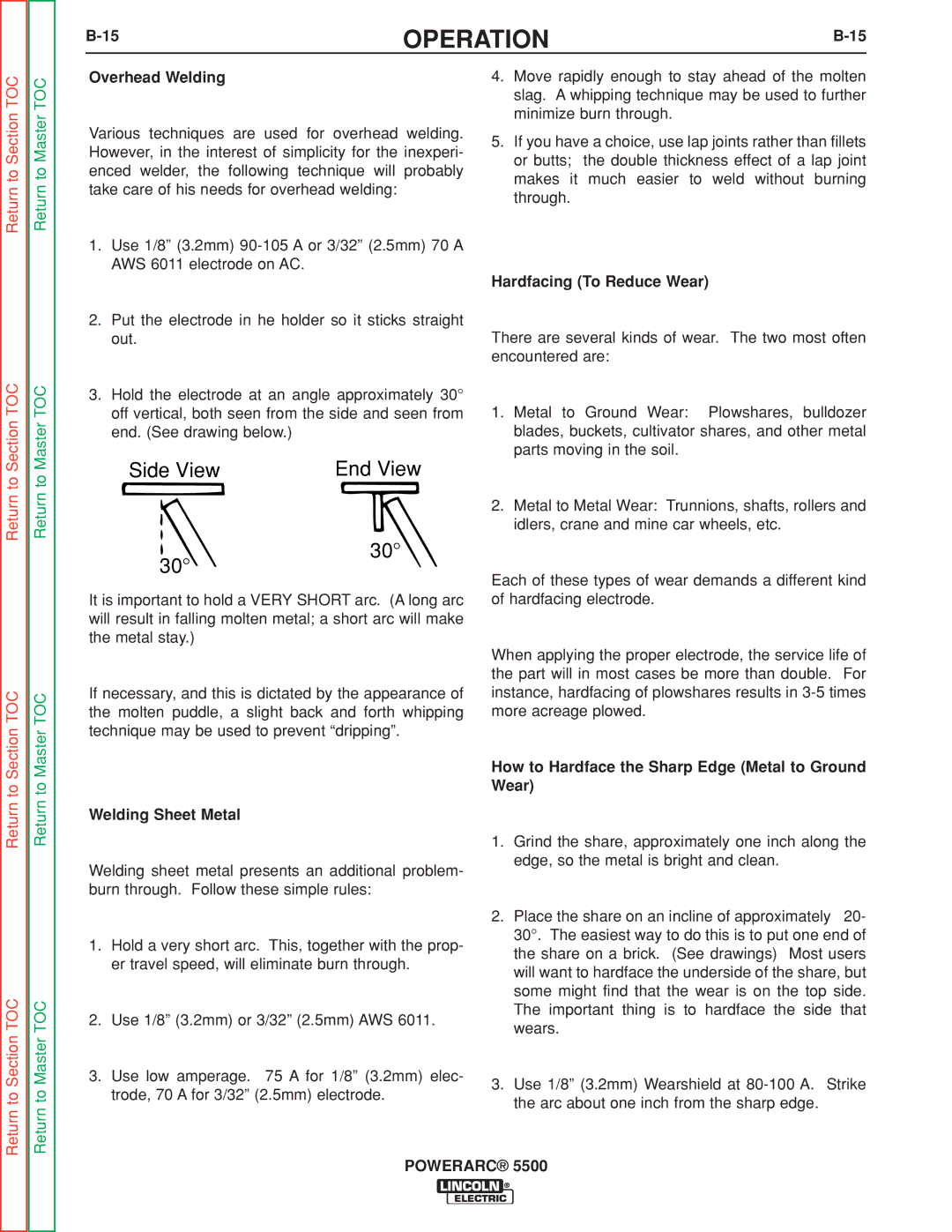
3.Hold the electrode at an angle approximately 30° off vertical, both seen from the side and seen from end. (See drawing below.)
4.Move rapidly enough to stay ahead of the molten slag. A whipping technique may be used to further minimize burn through.
5.If you have a choice, use lap joints rather than fillets or butts; the double thickness effect of a lap joint makes it much easier to weld without burning through.
Hardfacing (To Reduce Wear)
There are several kinds of wear. The two most often encountered are:
1.Metal to Ground Wear: Plowshares, bulldozer blades, buckets, cultivator shares, and other metal parts moving in the soil.
Side View | End View |
2. Metal to Metal Wear: Trunnions, shafts, rollers and idlers, crane and mine car wheels, etc.
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
![]() 30° 30°
30° 30°
It is important to hold a VERY SHORT arc. (A long arc will result in falling molten metal; a short arc will make the metal stay.)
If necessary, and this is dictated by the appearance of the molten puddle, a slight back and forth whipping technique may be used to prevent “dripping”.
Welding Sheet Metal
Welding sheet metal presents an additional problem- burn through. Follow these simple rules:
1.Hold a very short arc. This, together with the prop- er travel speed, will eliminate burn through.
2.Use 1/8” (3.2mm) or 3/32” (2.5mm) AWS 6011.
3.Use low amperage. 75 A for 1/8” (3.2mm) elec- trode, 70 A for 3/32” (2.5mm) electrode.
Each of these types of wear demands a different kind of hardfacing electrode.
When applying the proper electrode, the service life of the part will in most cases be more than double. For instance, hardfacing of plowshares results in
How to Hardface the Sharp Edge (Metal to Ground Wear)
1.Grind the share, approximately one inch along the edge, so the metal is bright and clean.
2. Place the share on an incline of approximately 20- 30°. The easiest way to do this is to put one end of the share on a brick. (See drawings) Most users will want to hardface the underside of the share, but some might find that the wear is on the top side. The important thing is to hardface the side that wears.
3.Use 1/8” (3.2mm) Wearshield at