OPERATION |
Return to Section TOC
6.Arc Force - This control functions in SMAW modes to adjust the Arc Force. The arc is soft at the mini- mum settings and more forceful or driving at the maximum settings. Higher spatter levels may be present at the maximum settings.
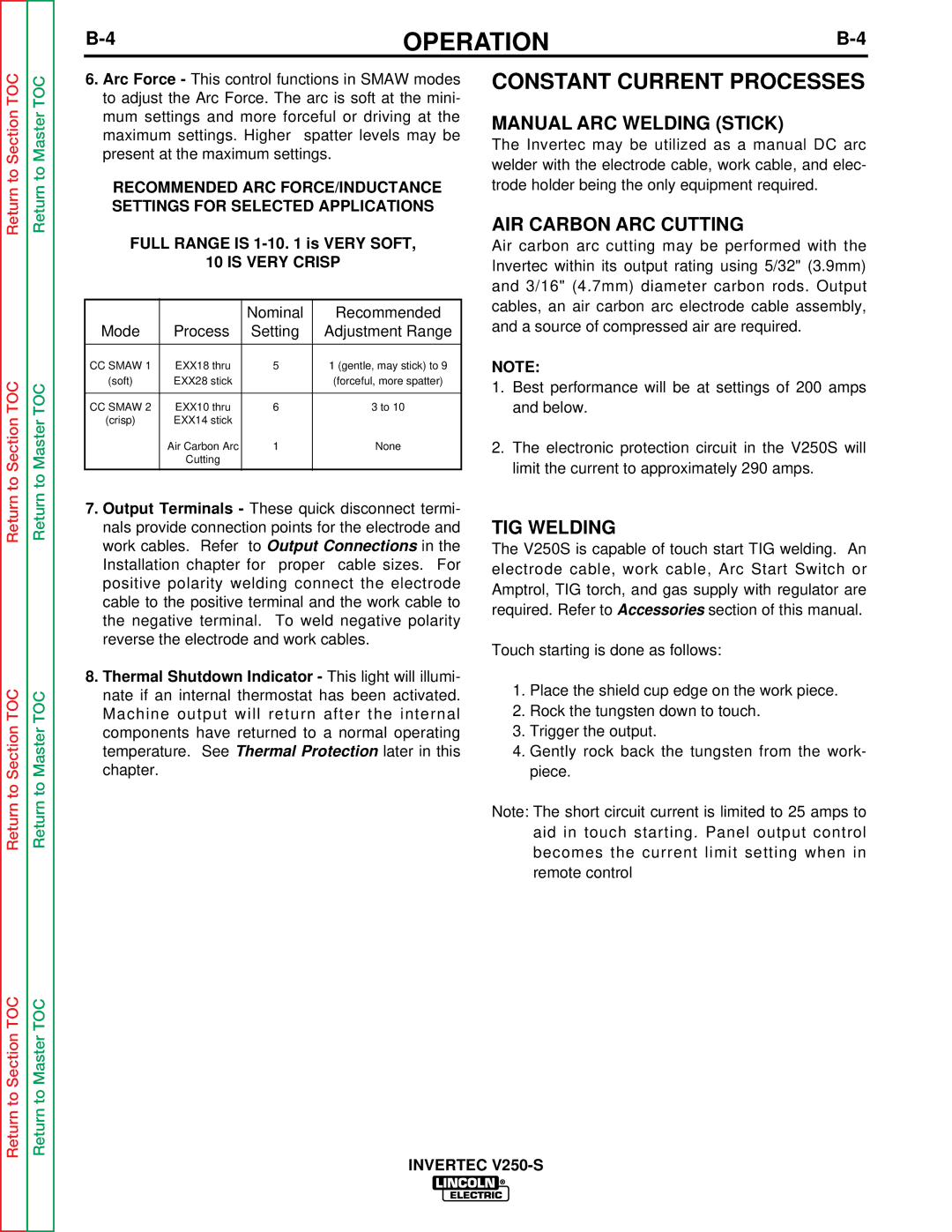
RECOMMENDED ARC FORCE/INDUCTANCE SETTINGS FOR SELECTED APPLICATIONS
CONSTANT CURRENT PROCESSES
MANUAL ARC WELDING (STICK)
The Invertec may be utilized as a manual DC arc welder with the electrode cable, work cable, and elec- trode holder being the only equipment required.
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
FULL RANGE IS
10 IS VERY CRISP
|
| Nominal | Recommended |
Mode | Process | Setting | Adjustment Range |
|
|
|
|
CC SMAW 1 | EXX18 thru | 5 | 1 (gentle, may stick) to 9 |
(soft) | EXX28 stick |
| (forceful, more spatter) |
|
|
|
|
CC SMAW 2 | EXX10 thru | 6 | 3 to 10 |
(crisp) | EXX14 stick |
|
|
| Air Carbon Arc | 1 | None |
| Cutting |
|
|
|
|
|
|
7.Output Terminals - These quick disconnect termi- nals provide connection points for the electrode and work cables. Refer to Output Connections in the Installation chapter for proper cable sizes. For positive polarity welding connect the electrode cable to the positive terminal and the work cable to the negative terminal. To weld negative polarity reverse the electrode and work cables.
8.Thermal Shutdown Indicator - This light will illumi- nate if an internal thermostat has been activated. Machine output will return after the internal components have returned to a normal operating temperature. See Thermal Protection later in this chapter.
AIR CARBON ARC CUTTING
Air carbon arc cutting may be performed with the Invertec within its output rating using 5/32" (3.9mm) and 3/16" (4.7mm) diameter carbon rods. Output cables, an air carbon arc electrode cable assembly, and a source of compressed air are required.
NOTE:
1.Best performance will be at settings of 200 amps and below.
2.The electronic protection circuit in the V250S will limit the current to approximately 290 amps.
TIG WELDING
The V250S is capable of touch start TIG welding. An electrode cable, work cable, Arc Start Switch or Amptrol, TIG torch, and gas supply with regulator are required. Refer to Accessories section of this manual.
Touch starting is done as follows:
1.Place the shield cup edge on the work piece.
2.Rock the tungsten down to touch.
3.Trigger the output.
4.Gently rock back the tungsten from the work- piece.
Note: The short circuit current is limited to 25 amps to aid in touch starting. Panel output control becomes the current limit setting when in remote control