Vertical Drilling Motor, Type GE752, GEK±91584D
ARMATURE
Creepage Band Replacement
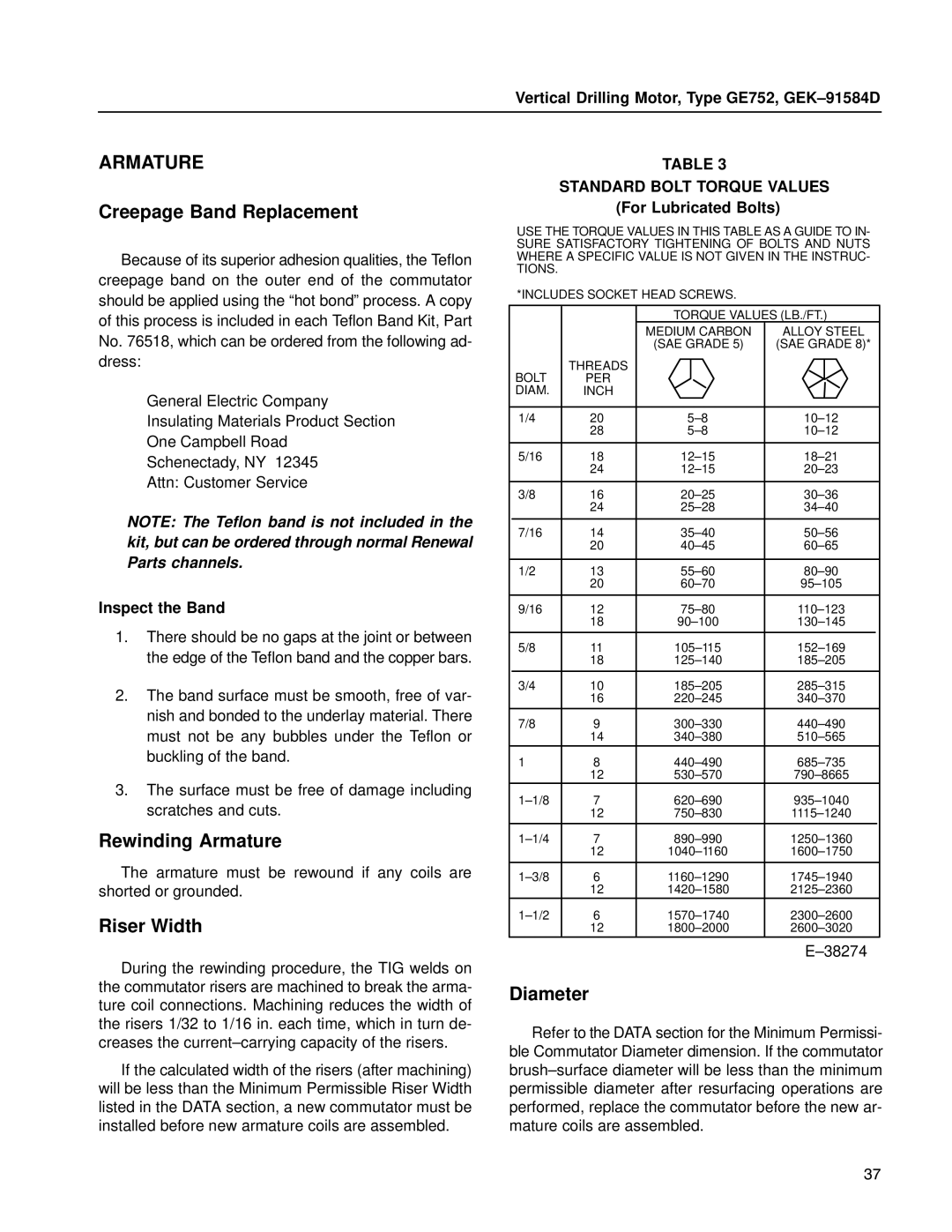
TABLE 3
STANDARD BOLT TORQUE VALUES
(For Lubricated Bolts)
Because of its superior adhesion qualities, the Teflon creepage band on the outer end of the commutator should be applied using the ªhot bondº process. A copy of this process is included in each Teflon Band Kit, Part No. 76518, which can be ordered from the following ad- dress:
General Electric Company
Insulating Materials Product Section
One Campbell Road
Schenectady, NY 12345
Attn: Customer Service
NOTE: The Teflon band is not included in the kit, but can be ordered through normal Renewal Parts channels.
Inspect the Band
1.There should be no gaps at the joint or between the edge of the Teflon band and the copper bars.
2.The band surface must be smooth, free of var- nish and bonded to the underlay material. There must not be any bubbles under the Teflon or buckling of the band.
3.The surface must be free of damage including scratches and cuts.
Rewinding Armature
The armature must be rewound if any coils are shorted or grounded.
Riser Width
During the rewinding procedure, the TIG welds on the commutator risers are machined to break the arma- ture coil connections. Machining reduces the width of the risers 1/32 to 1/16 in. each time, which in turn de- creases the current±carrying capacity of the risers.
If the calculated width of the risers (after machining) will be less than the Minimum Permissible Riser Width listed in the DATA section, a new commutator must be installed before new armature coils are assembled.
USE THE TORQUE VALUES IN THIS TABLE AS A GUIDE TO IN- SURE SATISFACTORY TIGHTENING OF BOLTS AND NUTS WHERE A SPECIFIC VALUE IS NOT GIVEN IN THE INSTRUC- TIONS.
*INCLUDES SOCKET HEAD SCREWS.
|
|
| TORQUE VALUES (LB./FT.) | ||
|
|
| MEDIUM CARBON | ALLOY STEEL | |
|
|
| (SAE GRADE 5) | (SAE GRADE 8)* | |
| BOLT | THREADS |
|
|
|
| PER |
|
|
| |
| DIAM. | INCH |
|
|
|
|
|
|
|
|
|
1/4 | 20 | 5±8 | 10±12 |
| |
|
| 28 | 5±8 | 10±12 |
|
|
|
|
|
|
|
5/16 | 18 | 12±15 | 18±21 |
| |
|
| 24 | 12±15 | 20±23 |
|
|
|
|
|
|
|
3/8 | 16 | 20±25 | 30±36 |
| |
|
| 24 | 25±28 | 34±40 |
|
|
|
|
|
|
|
7/16 | 14 | 35±40 | 50±56 |
| |
|
| 20 | 40±45 | 60±65 |
|
|
|
|
|
| |
1/2 | 13 | 55±60 | 80±90 |
| |
|
| 20 | 60±70 | 95±105 |
|
|
|
|
|
| |
9/16 | 12 | 75±80 | 110±123 |
| |
|
| 18 | 90±100 | 130±145 |
|
5/8 | 11 | 105±115 | 152±169 |
| |
|
| 18 | 125±140 | 185±205 |
|
|
|
|
|
|
|
3/4 | 10 | 185±205 | 285±315 |
| |
|
| 16 | 220±245 | 340±370 |
|
|
|
|
|
| |
7/8 | 9 | 300±330 | 440±490 |
| |
|
| 14 | 340±380 | 510±565 |
|
1 | 8 | 440±490 | 685±735 |
| |
|
| 12 | 530±570 | 790±8665 |
|
1±1/8 | 7 | 620±690 | 935±1040 |
| |
|
| 12 | 750±830 | 1115±1240 |
|
1±1/4 | 7 | 890±990 | 1250±1360 |
| |
|
| 12 | 1040±1160 | 1600±1750 |
|
|
|
|
|
| |
1±3/8 | 6 | 1160±1290 | 1745±1940 |
| |
|
| 12 | 1420±1580 | 2125±2360 |
|
1±1/2 | 6 | 1570±1740 | 2300±2600 |
| |
|
| 12 | 1800±2000 | 2600±3020 |
|
|
|
|
| E±38274 | |
Diameter
Refer to the DATA section for the Minimum Permissi- ble Commutator Diameter dimension. If the commutator brush±surface diameter will be less than the minimum permissible diameter after resurfacing operations are performed, replace the commutator before the new ar- mature coils are assembled.
37