For Machines Mfg. Since 3/11 | O P E R A T I O N |
Note: If necessary in the following step, refer to Offsetting Tailstock on Page 41 for detailed instructions.
8.Use calipers to measure both ends of the workpiece.
—If the test stock is thicker at the tailstock end, move the tailstock toward the front of the lathe 1⁄2 the distance of the amount of taper (see Figure 54).
Move the tailstock toward |
the front of the lathe ½ the |
distance of the taper. |
Looking down from above. |
Figure 54. Adjust tailstock toward the operator.
—If the test stock is thinner at the tailstock end, move the tailstock toward the back of the lathe 1⁄2 the distance of the amount of taper (see Figure 55).
Looking down from above.
Move tailstock toward the
back of the lathe ½ the distance of the taper.
Figure 55. Adjust tailstock away from the operator.
9.Repeat Steps
Centers
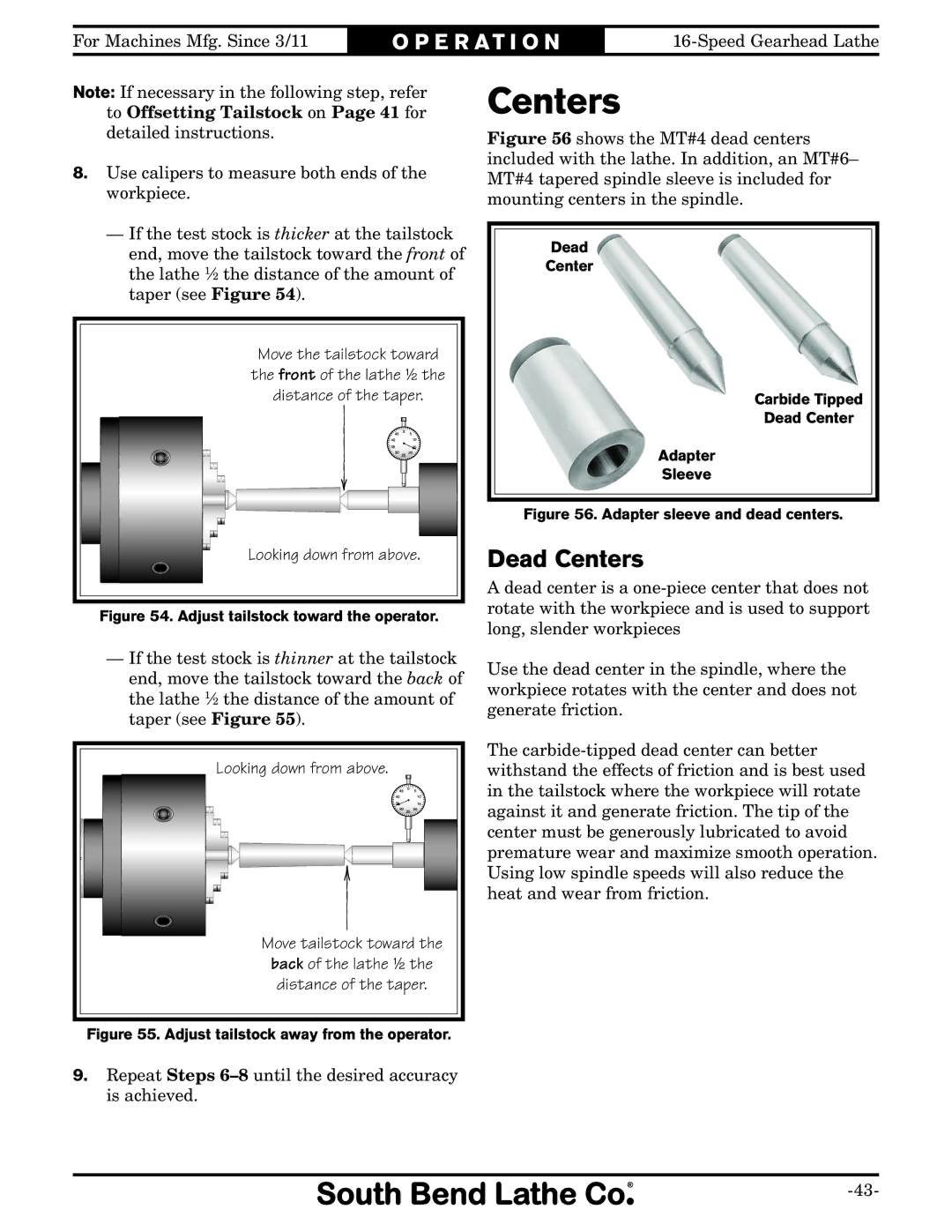
Figure 56 shows the MT#4 dead centers included with the lathe. In addition, an MT#6– MT#4 tapered spindle sleeve is included for mounting centers in the spindle.
Dead
Center
Carbide Tipped
Dead Center
Adapter
Sleeve
Figure 56. Adapter sleeve and dead centers.
Dead Centers
A dead center is a
Use the dead center in the spindle, where the workpiece rotates with the center and does not generate friction.
The