Automation and Drives - SCE
3.2 Possible Solution for the PLC Program:
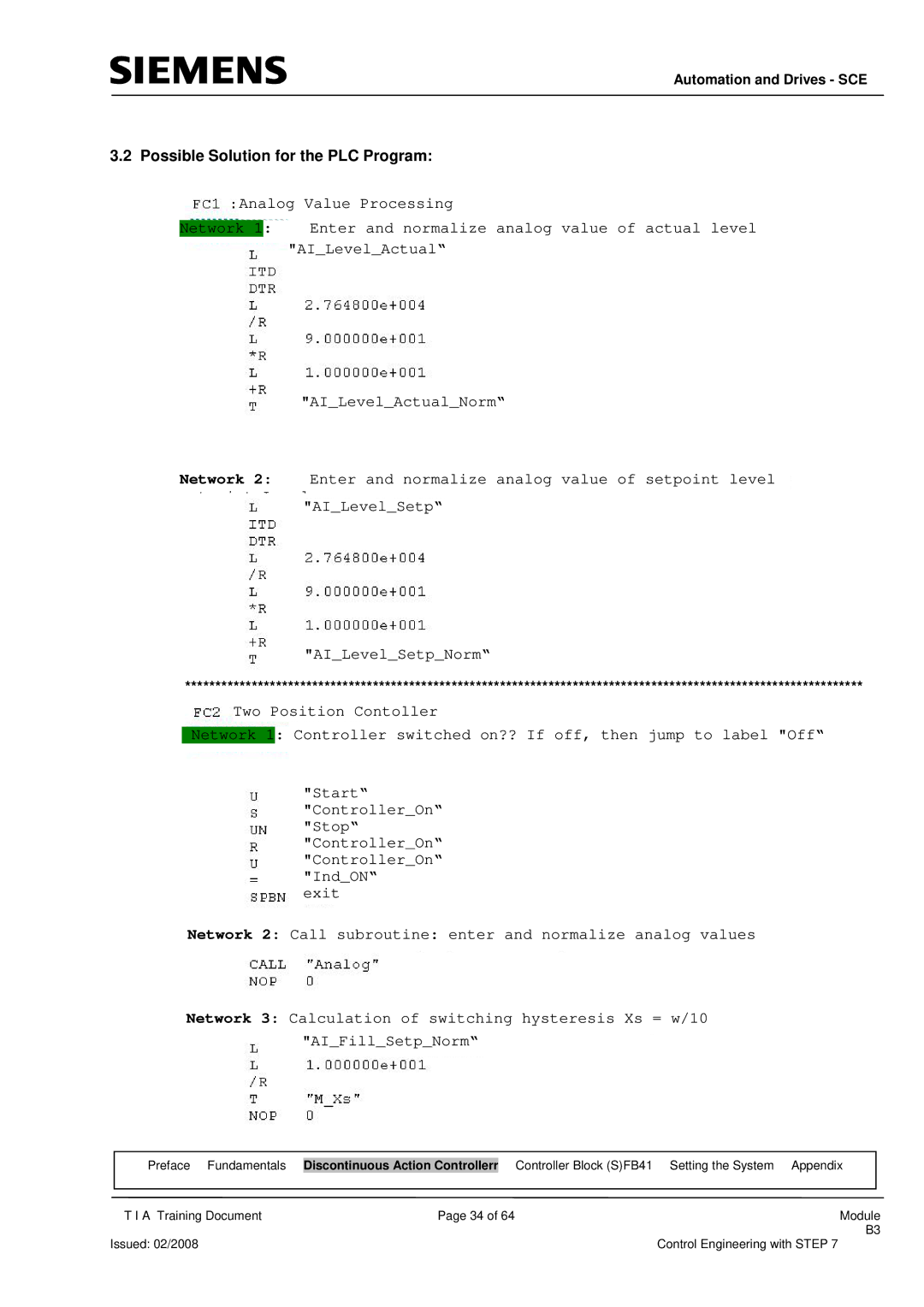
Analog Value Processing
Network 1: Enter and normalize analog value of actual level "AI_Level_Actual“
"AI_Level_Actual_Norm“
Network 2 | : |
| Enter and normalize analog value of setpoint level | |
| L | l | ||
t i t | ||||
|
|
| "AI_Level_Setp“ |
|
"AI_Level_Setp_Norm“
****************************************************************************************************************
Two Position Contoller
Network 1: Controller switched on?? If off, then jump to label "Off“
"Start“ "Controller_On“ "Stop“ "Controller_On“ "Controller_On“ "Ind_ON“
exit
Network 2: Call subroutine: enter and normalize analog values
Network 3: Calculation of switching hysteresis Xs = w/10 "AI_Fill_Setp_Norm“
|
|
|
|
|
|
| Preface Fundamentals | Discontinuous Action Controllerr | Controller Block (S)FB41 | Setting the System Appendix |
|
|
|
|
|
|
|
| T I A Training Document | Page 34 of 64 | Module | ||
|
|
|
| B3 | |
Issued: 02/2008 |
|
| Control Engineering with STEP 7 | ||