EVS Toolroom Lathes | P R E P A R A T I O N | For Machines Mfg. Since 7/09 |
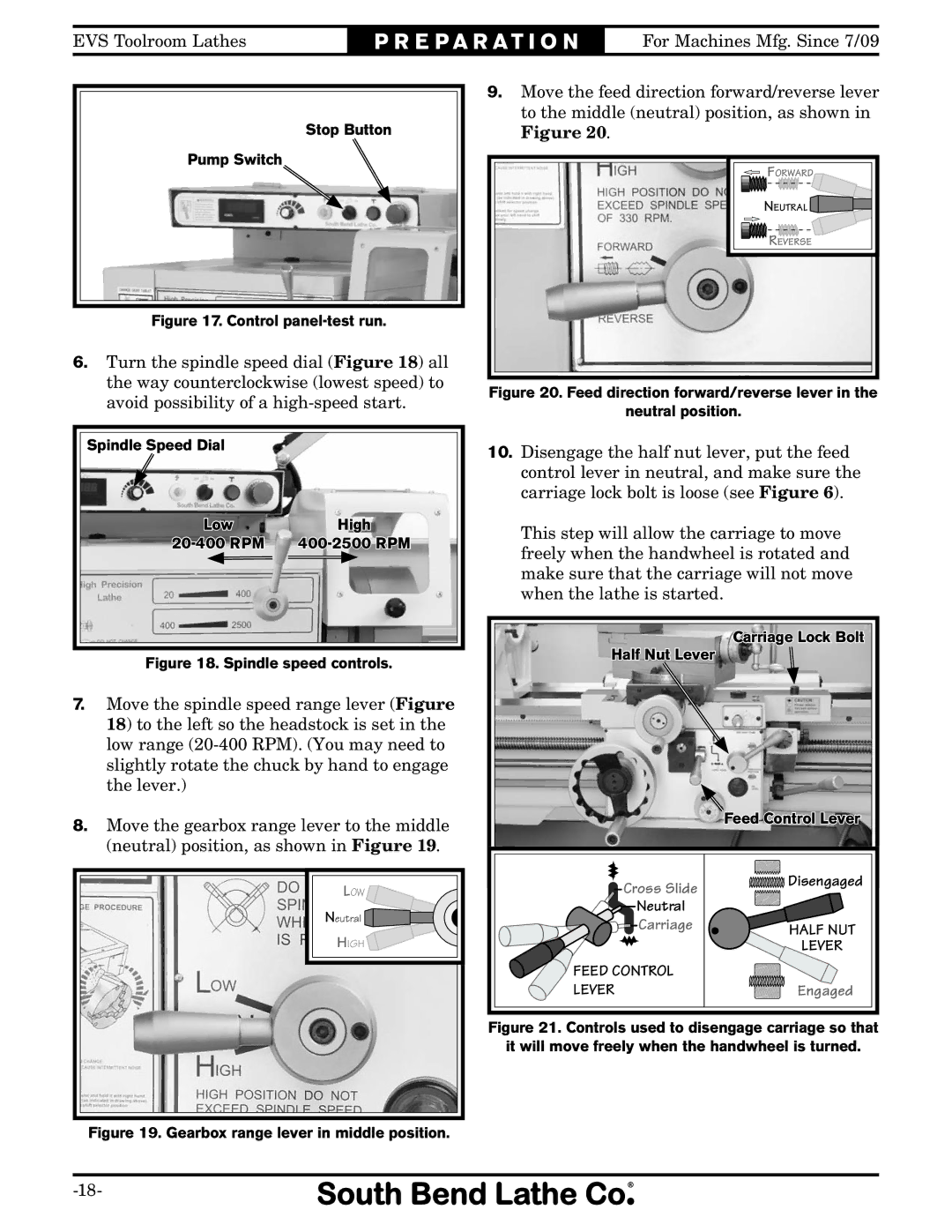
Stop Button
Pump Switch
9.Move the feed direction forward/reverse lever to the middle (neutral) position, as shown in Figure 20.
FORWARD |
NEUTRAL |
REVERSE |
Figure 17. Control panel-test run.
6.Turn the spindle speed dial (Figure 18) all the way counterclockwise (lowest speed) to avoid possibility of a
Spindle Speed Dial
Low | High | |
|
|
|
|
|
|
Figure 18. Spindle speed controls.
7.Move the spindle speed range lever (Figure 18) to the left so the headstock is set in the low range
8.Move the gearbox range lever to the middle (neutral) position, as shown in Figure 19.
LOW
Neutral ![]()
HIGH
Figure 20. Feed direction forward/reverse lever in the
neutral position.
10.Disengage the half nut lever, put the feed control lever in neutral, and make sure the carriage lock bolt is loose (see Figure 6).
This step will allow the carriage to move freely when the handwheel is rotated and make sure that the carriage will not move when the lathe is started.
Half Nut Lever | Carriage Lock Bolt |
| |
| Feed Control Lever |
Cross Slide | Disengaged |
| |
Neutral |
|
Carriage | HALF NUT |
| LEVER |
FEED CONTROL |
|
LEVER | Engaged |