OPERATION
Return to Section TOC
Return to Section TOC
WELDING OPERATION
TO USE THE CLASSIC I FOR DC CONSTANT CURRENT STICK OR TIG WELDING:
1.Remove the flange nuts from the weld output ter- minals and place the work and electrode welding cables over the terminals. For positive electrode, connect the electrode cable to the + terminal and the work cable to
2.Select the appropriate electrode.
3.Attach the work clamp securely to the work you are welding.
4.Insert the electrode into the electrode holder.
5.Start the engine. See Engine Operation in this section of the manual.
6.Set the Idler Switch to "AUTO."
7.Set the CURRENT RANGE SELECTOR to a set- ting equal to or slightly higher than the desired welding current.
8.Set the FINE CURRENT ADJUSTMENT to the setting that gives the best arc characteristics for the range selected. See Control of Welding Current in this section of the manual.
9.Strike an arc and begin welding.
After you finish welding:
1.Stop the engine. See Engine Operation in this section of the manual.
2.Allow the electrode and work to cool completely.
3.Remove the work clamp from the work.
4.Remove any remaining piece of electrode from the electrode holder.
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
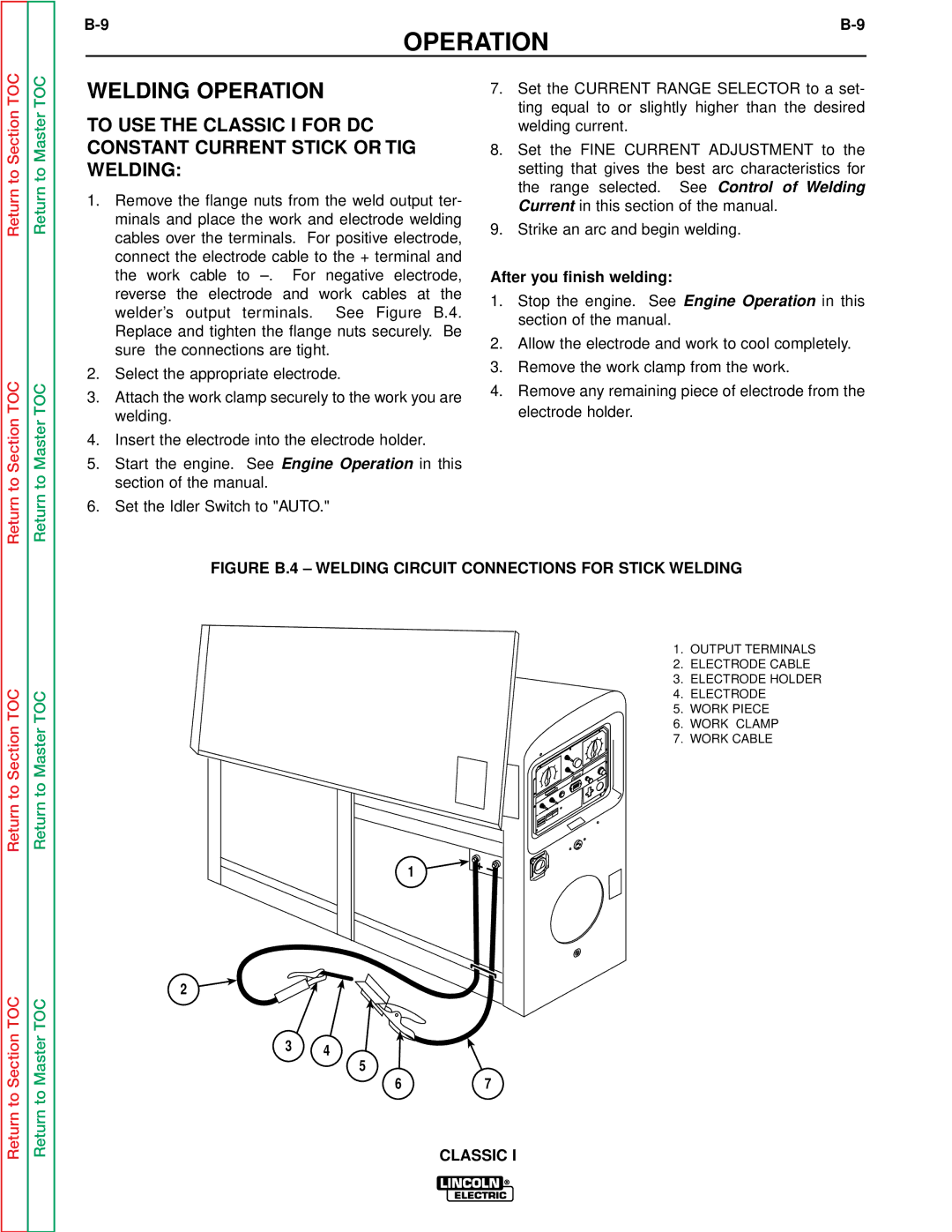
FIGURE B.4 – WELDING CIRCUIT CONNECTIONS FOR STICK WELDING
1. OUTPUT TERMINALS
2. ELECTRODE CABLE
3. ELECTRODE HOLDER
4. ELECTRODE
5. WORK PIECE
6. WORK CLAMP
7. WORK CABLE
1
2
3 4
5
67