Section 6 – Probes and Probe Stacks
Ultrasonic Horn
The horn transfers the ultrasonic mechanical vibrations (originating at the transducer in the probe housing) to the plastic parts through direct physical contact. The horn is precision machined and designed to vibrate at either 20kHz, 30kHz, 40kHz, 50kHz or 70kHz. The tuning is accomplished using electronic frequency measurement. Inherent variations in material composition prevent tuning by dimensional machining alone.
There are many different horn profile styles depending upon the process requirements. Factors which affect the horn design are the materials to be welded and the method of assembly. Horns are usually constructed from aluminum, hardened steel or titanium. As the frequency increases, vibration amplitude typically decreases, but internal stress in the horn increases. Higher frequencies are used for delicate parts that cannot handle a lot of amplitude. Some factors to keep in mind for high– frequency (e.g. 40kHz) ultrasonic welding versus low– frequency (e.g. 20kHz) ultrasonic welding are listed here.
1.Stress in the horn is higher at high frequencies.
2.Wear on the horn is greater at high frequencies.
3.Clean and flat mating surfaces between the horn, booster and transducer are more critical at high frequencies.
Booster
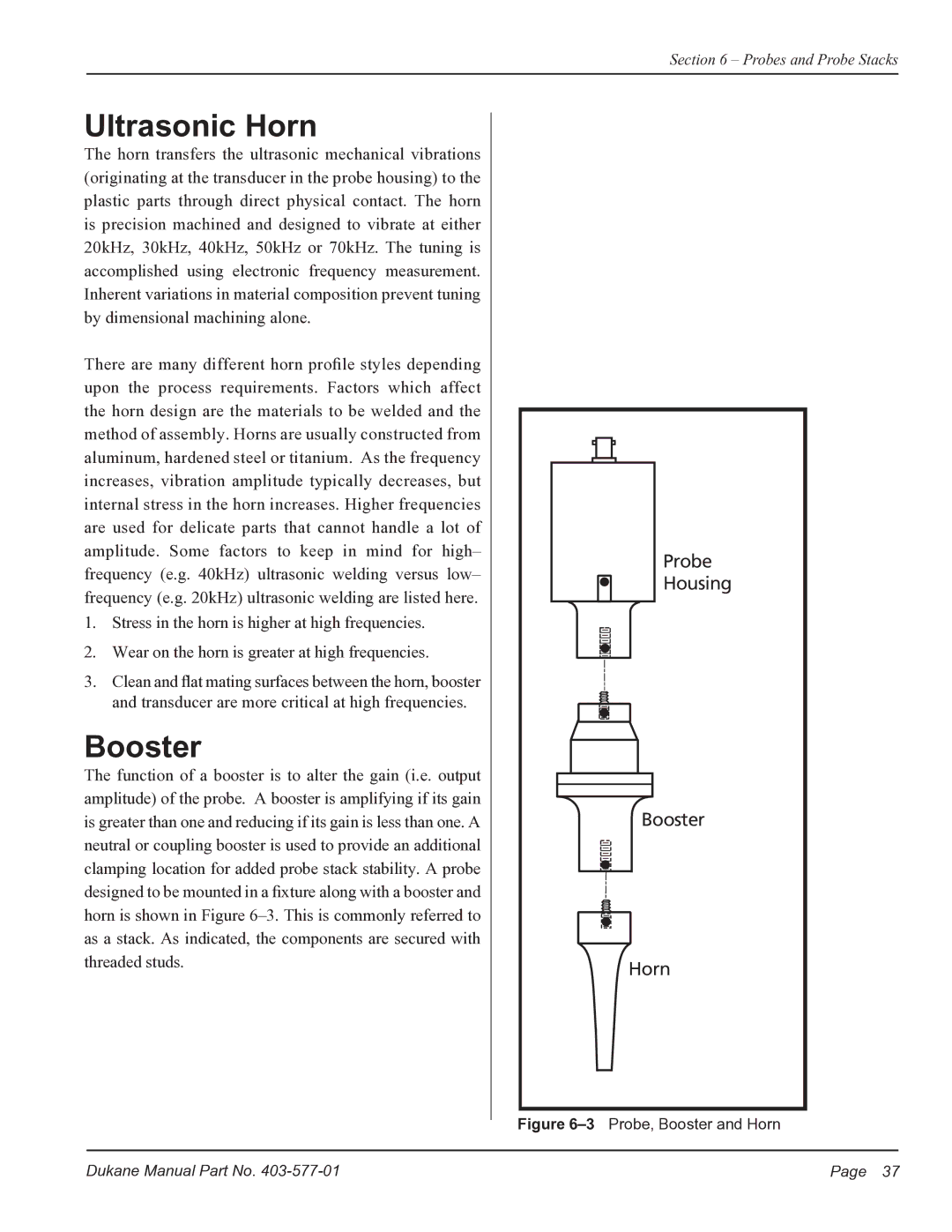
The function of a booster is to alter the gain (i.e. output amplitude) of the probe. A booster is amplifying if its gain is greater than one and reducing if its gain is less than one. A neutral or coupling booster is used to provide an additional clamping location for added probe stack stability. A probe designed to be mounted in a fixture along with a booster and horn is shown in Figure
Probe
Housing
Booster
Horn
Figure 6–3 Probe, Booster and Horn
Dukane Manual Part No. | Page 37 |