Return to Section TOC
Return to Master TOC
OPERATION | ||||||
|
|
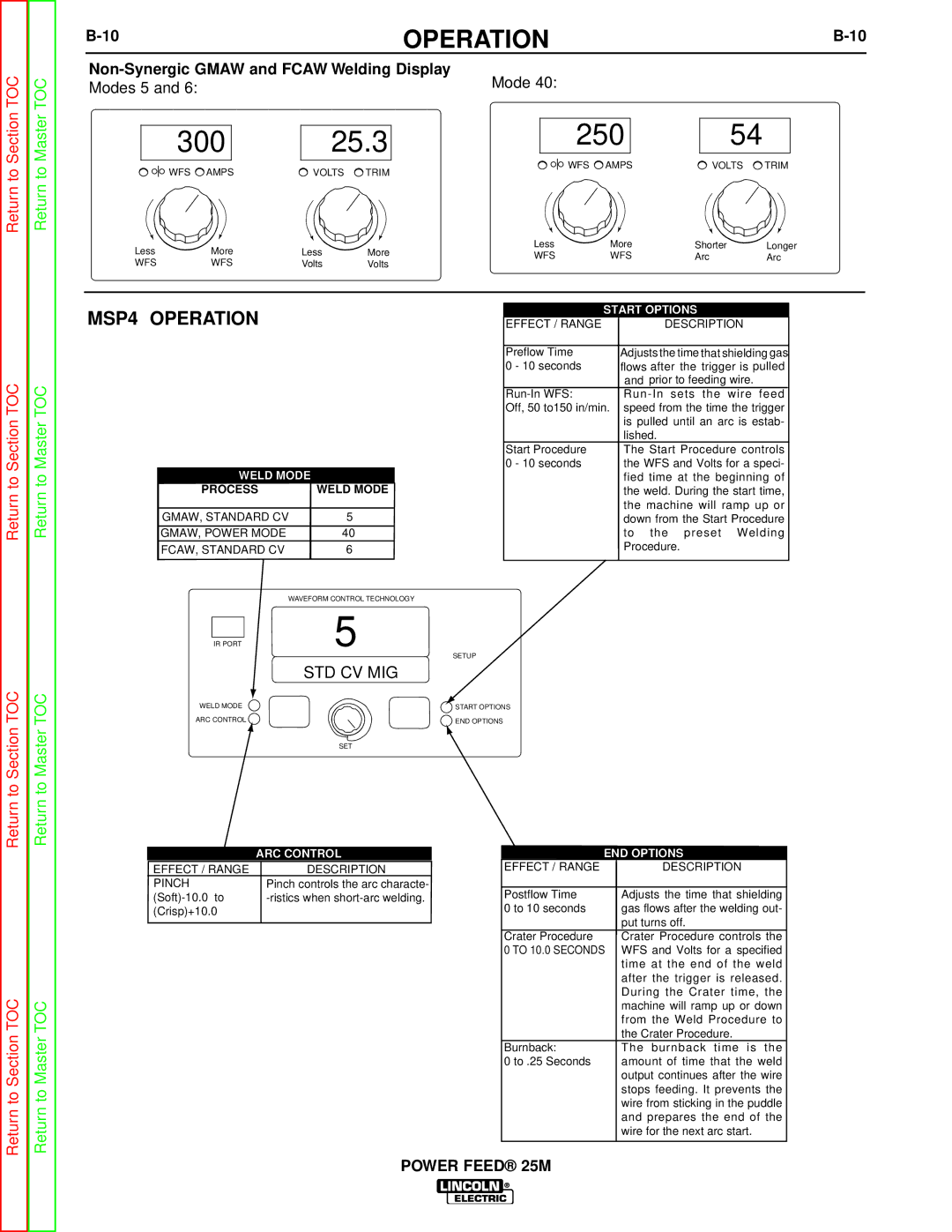
| ||||
Modes 5 and 6: |
| Mode 40: |
|
| ||
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
300 | 25.3 | 250 | 54 |
WFS AMPS | VOLTS TRIM | WFS AMPS | VOLTS TRIM |
|
|
Less | More | Less | More | Less | More | Shorter | Longer | |
WFS | WFS | Arc | Arc | |||||
WFS | WFS | Volts | Volts | |||||
|
|
|
|
Return to Section TOC
Return to Master TOC
MSP4 OPERATION
WELD MODE
PROCESS | WELD MODE |
GMAW, STANDARD CV | 5 |
GMAW, POWER MODE | 40 |
FCAW, STANDARD CV | 6 |
START OPTIONS | |||
|
| DESCRIPTION | |
EFFECT / RANGE | |||
|
|
| |
Preflow Time |
| Adjuststhe time that shielding gas | |
0 - 10 seconds |
| flows after the trigger is pulled | |
|
| and prior to feeding wire. | |
|
| ||
Off, 50 to150 in/min. |
| speed from the time the trigger | |
|
| is pulled until an arc is estab- | |
|
| lished. | |
Start Procedure |
| The Start Procedure controls | |
0 - 10 seconds |
| the WFS and Volts for a speci- | |
|
| fied time at the beginning of | |
|
| the weld. During the start time, | |
|
| the machine will ramp up or | |
|
| down from the Start Procedure | |
|
| to the preset Welding | |
|
| Procedure. | |
|
| ||
|
| ||
|
|
|
|
Return to Section TOC
Return to Master TOC
| WAVEFORM CONTROL TECHNOLOGY |
IR PORT | 5 |
| SETUP |
| STD CV MIG |
WELD MODE | START OPTIONS |
ARC CONTROL | END OPTIONS |
| SET |
Return to Section TOC
Return to Master TOC
| ARC CONTROL | |
EFFECT / RANGE |
| DESCRIPTION |
PINCH |
| Pinch controls the arc characte- |
| ||
(Crisp)+10.0 |
|
|
|
|
|
END OPTIONS | ||||
EFFECT / RANGE |
|
| DESCRIPTION |
|
|
|
|
|
|
Postflow Time |
|
| Adjusts the time that shielding |
|
0 to 10 seconds |
|
| gas flows after the welding out- |
|
|
|
| put turns off. |
|
Crater Procedure |
|
| Crater Procedure controls the |
|
|
|
| ||
0 TO 10.0 SECONDS |
|
| WFS and Volts for a specified |
|
|
|
| time at the end of the weld |
|
|
|
| after the trigger is released. |
|
|
|
| During the Crater time, the |
|
|
|
| machine will ramp up or down |
|
|
|
| from the Weld Procedure to |
|
|
|
| the Crater Procedure. |
|
Burnback: |
|
| The burnback time is the |
|
0 to .25 Seconds |
|
| amount of time that the weld |
|
|
|
| output continues after the wire |
|
|
|
| stops feeding. It prevents the |
|
|
|
| wire from sticking in the puddle |
|
|
|
| and prepares the end of the |
|
|
|
| wire for the next arc start. |
|
|
| |||
|
|
|
|
|
|
|
|
|
|