OPERATION |
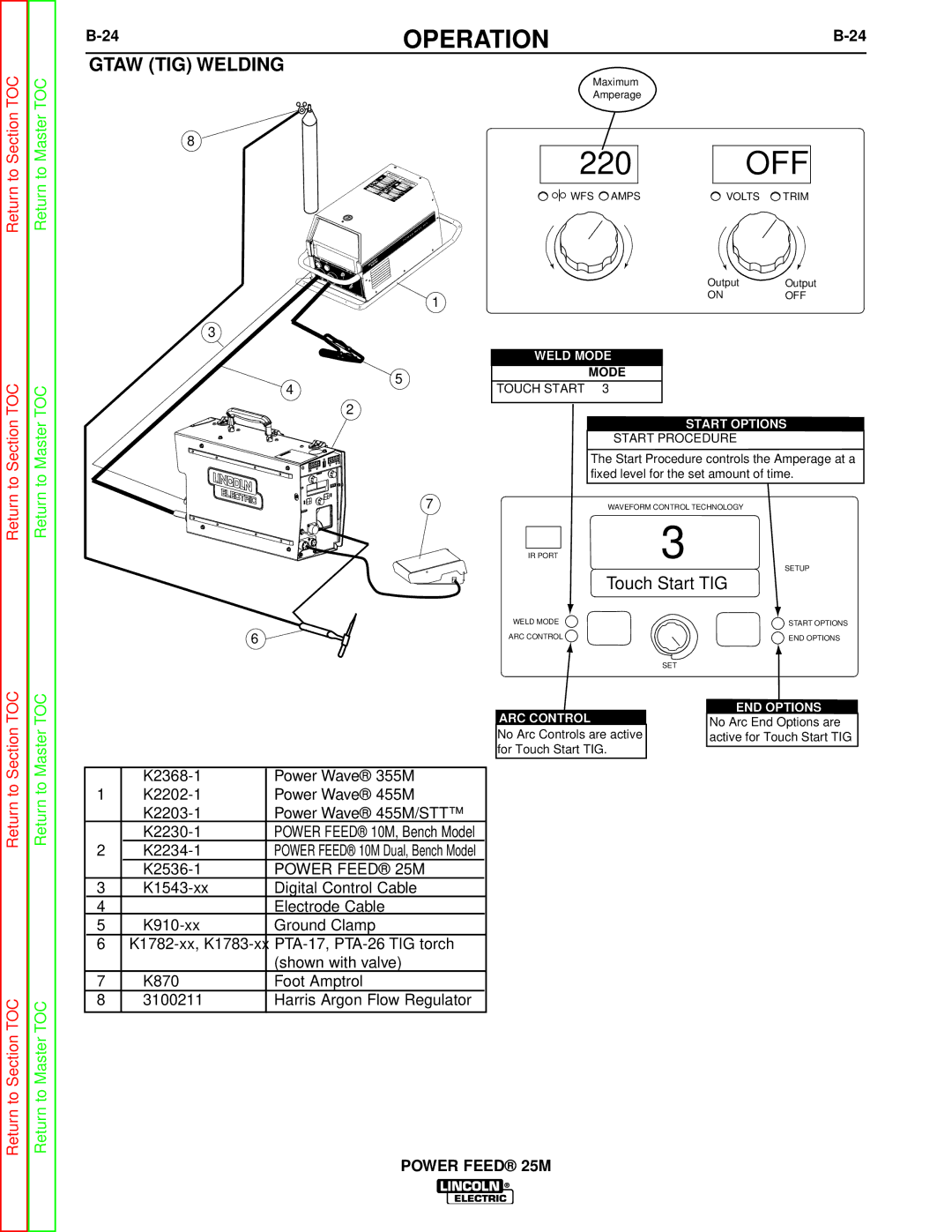
GTAW (TIG) WELDING
Return to Section TOC
Return to Section TOC
Section TOC
Return to Master TOC
Return to Master TOC
Master TOC
8
WA | WAR | NING |
| RNING | |
ATT |
|
PRAVISOENTIO |
|
ECAUDE | N |
CION |
|
3 5 | 5 |
|
A V | E |
|
W
R
E
W
O
P
1
3
5
4
2
7
6 ![]()
![]()
![]()
![]()
Maximum
Amperage
220 | OFF |
WFS AMPS | VOLTS TRIM |
Output | Output |
ON | OFF |
WELD MODE
| MODE |
| |
TOUCH START | 3 |
| |
|
| START OPTIONS | |
| START PROCEDURE | ||
| The Start Procedure controls the Amperage at a | ||
| fixed level for the set amount of time. | ||
| WAVEFORM CONTROL TECHNOLOGY | ||
IR PORT |
| 3 | |
|
| SETUP | |
| Touch Start TIG | ||
WELD MODE |
| START OPTIONS | |
ARC CONTROL |
| END OPTIONS | |
|
| SET | |
ARC CONTROL | END OPTIONS | ||
No Arc End Options are | |||
No Arc Controls are active | |||
active for Touch Start TIG | |||
for Touch Start TIG. |
| ||
Return to
Return to Section TOC
Return to
Return to Master TOC
|
|
|
| Power Wave® 355M | |||||
1 |
| Power Wave® 455M | |||||||
|
|
|
| Power Wave® 455M/STT™ | |||||
|
|
|
| POWER FEED® 10M, Bench Model | |||||
2 |
| POWER FEED® 10M Dual, Bench Model |
| ||||||
|
|
|
| POWER FEED® 25M |
| ||||
3 |
| Digital Control Cable |
| ||||||
| 4 |
|
| Electrode Cable |
| ||||
5 |
| Ground Clamp | |||||||
| 6 |
| |||||||
|
|
|
|
| (shown with valve) | ||||
7 |
| K870 | Foot Amptrol | ||||||
8 |
| 3100211 | Harris Argon Flow Regulator |
| |||||
|
|
|
|
|
|
|
|
|
|