Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
OPERATION |
FLOW METER
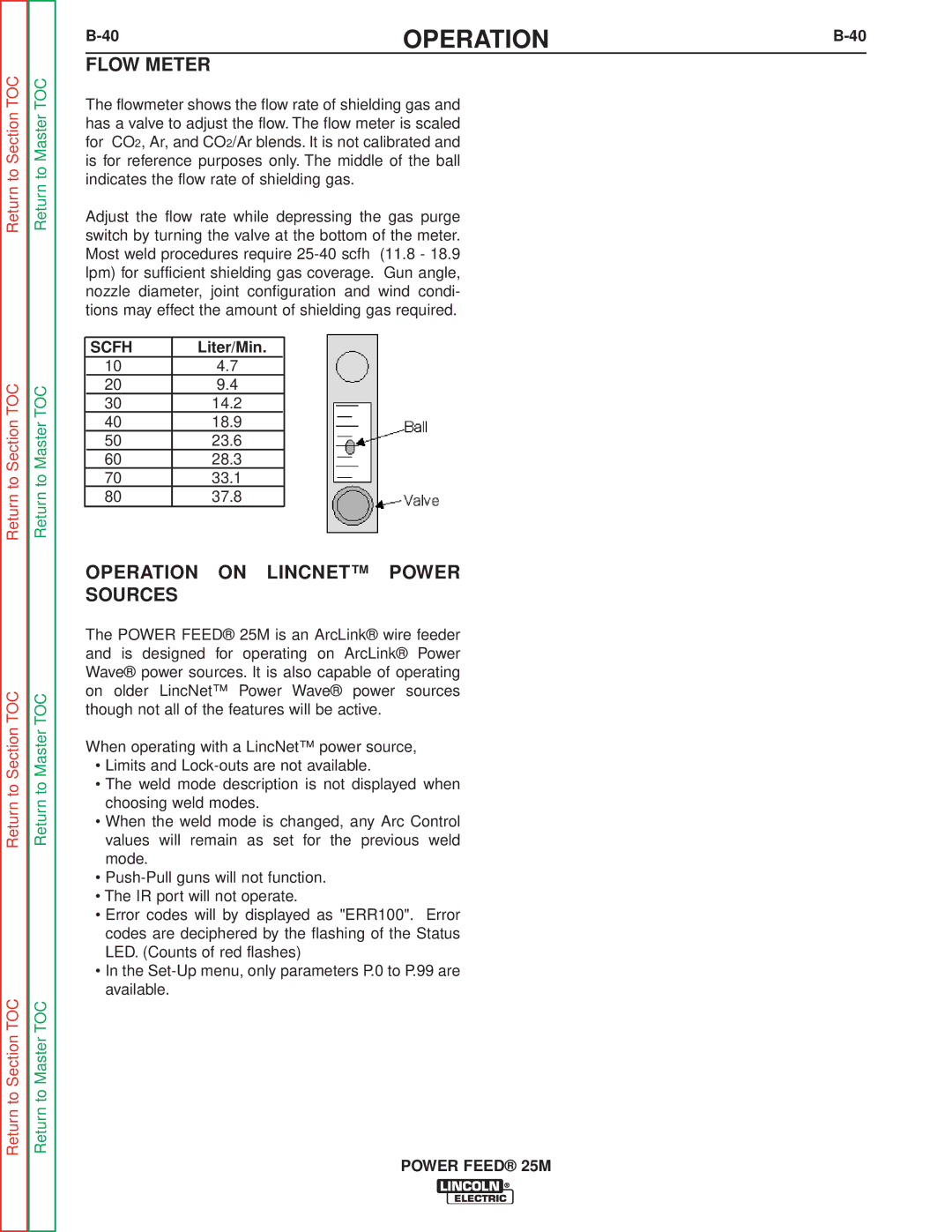
The flowmeter shows the flow rate of shielding gas and has a valve to adjust the flow. The flow meter is scaled for CO2, Ar, and CO2/Ar blends. It is not calibrated and is for reference purposes only. The middle of the ball indicates the flow rate of shielding gas.
Adjust the flow rate while depressing the gas purge switch by turning the valve at the bottom of the meter. Most weld procedures require
|
|
|
| SCFH | Liter/Min. |
10 | 4.7 | ||||
|
| 20 | 9.4 | ||
|
| 30 | 14.2 | ||
40 | 18.9 | ||||
| 50 | 23.6 | |||
| 60 | 28.3 | |||
70 | 33.1 | ||||
80 | 37.8 | ||||
OPERATION ON LINCNET™ POWER
SOURCES
The POWER FEED® 25M is an ArcLink® wire feeder and is designed for operating on ArcLink® Power Wave® power sources. It is also capable of operating on older LincNet™ Power Wave® power sources though not all of the features will be active.
When operating with a LincNet™ power source,
•Limits and
•The weld mode description is not displayed when choosing weld modes.
•When the weld mode is changed, any Arc Control values will remain as set for the previous weld mode.
•
•The IR port will not operate.
•Error codes will by displayed as "ERR100". Error codes are deciphered by the flashing of the Status LED. (Counts of red flashes)
•In the