OPERATION | ||
|
|
|
MACHINE FUNCTIONALITY bY WELD PROCESS
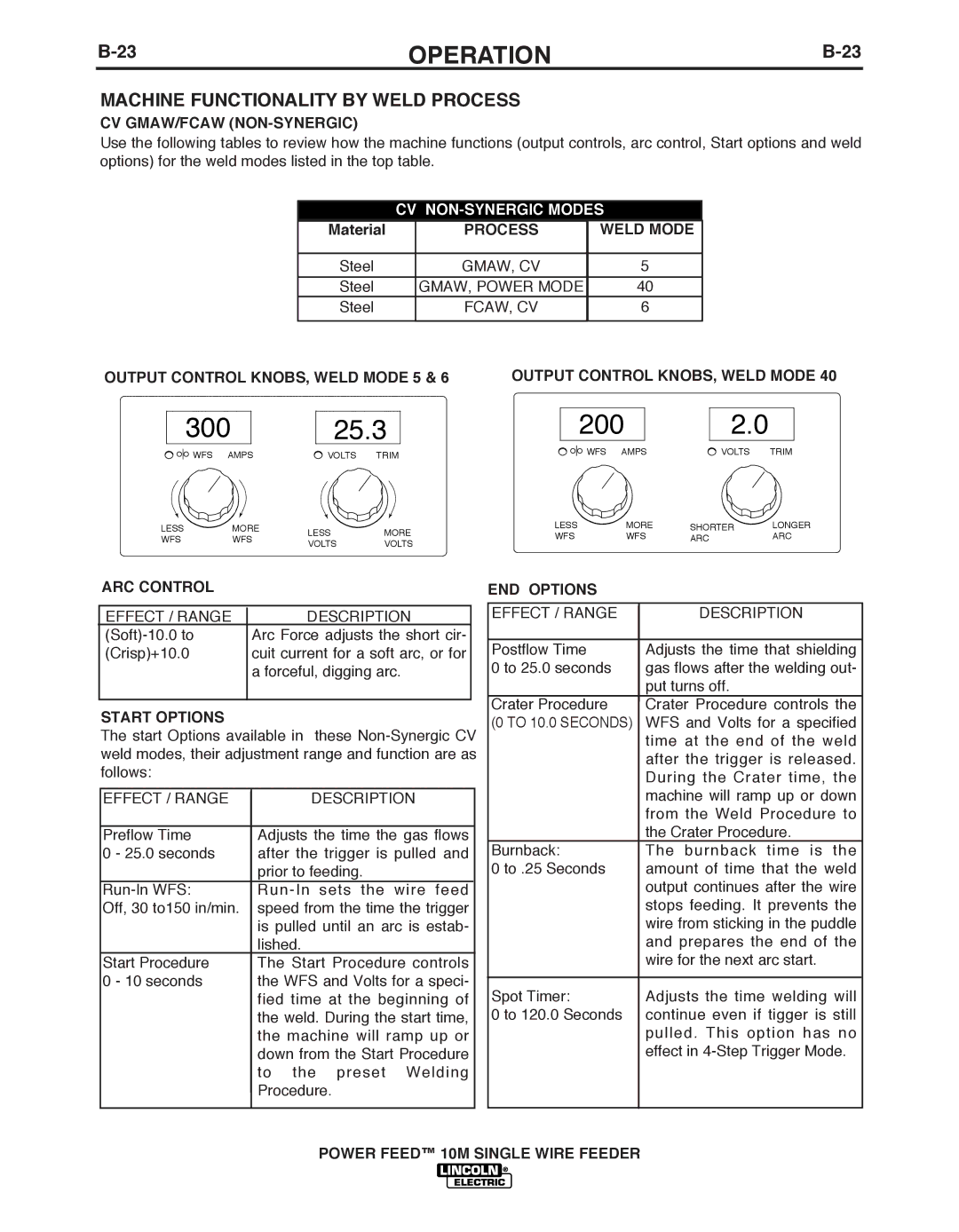
CV GMAW/FCAW (NON-SYNERGIC)
Use the following tables to review how the machine functions (output controls, arc control, Start options and weld options) for the weld modes listed in the top table.
|
|
| CV |
|
| |||||
|
| Material |
|
|
| PROCESS | WELD MODE |
| ||
|
|
|
|
|
|
|
|
|
|
|
|
| Steel |
|
|
| GMAW, CV | 5 |
|
| |
|
| Steel |
| GMAW, POWER MODE | 40 |
|
| |||
|
| Steel |
|
|
| FCAW, CV | 6 |
|
| |
|
|
|
|
|
|
|
|
|
| |
OUTPUT CONTROL KNObS, WELD MODE 5 & 6 | OUTPUT CONTROL KNObS, WELD MODE 40 | |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
300
![]()
![]()
![]() WFS AMPS
WFS AMPS
25.3
VOLTS TRIM
200
![]()
![]()
![]() WFS AMPS
WFS AMPS
2.0
VOLTS TRIM
LESS | MORE | LESS | MORE | |
WFS | WFS | |||
VOLTS | VOLTS | |||
|
|
LESS | MORE | SHORTER | LONGER |
WFS | WFS | ARC | ARC |
ARC CONTROL
|
|
|
|
|
|
| EFFECT / RANGE |
|
| DESCRIPTION |
|
|
|
| Arc Force adjusts the short cir- |
| |
| (Crisp)+10.0 |
|
| cuit current for a soft arc, or for |
|
|
|
|
| a forceful, digging arc. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
START OPTIONS
The start Options available in these
|
|
|
|
|
EFFECT / RANGE |
|
| DESCRIPTION |
|
|
|
|
|
|
Preflow Time |
|
| Adjusts the time the gas flows |
|
0 - 25.0 seconds |
|
| after the trigger is pulled and |
|
|
|
| prior to feeding. |
|
|
|
| ||
Off, 30 to150 in/min. |
|
| speed from the time the trigger |
|
|
|
| is pulled until an arc is estab- |
|
|
|
| lished. |
|
Start Procedure |
|
| The Start Procedure controls |
|
0 - 10 seconds |
|
| the WFS and Volts for a speci- |
|
|
|
| fied time at the beginning of |
|
|
|
| the weld. During the start time, |
|
|
|
| the machine will ramp up or |
|
|
|
| down from the Start Procedure |
|
|
|
| to the preset Welding |
|
|
|
| Procedure. |
|
|
| |||
|
| |||
|
|
|
|
|
|
|
|
|
|
END OPTIONS
|
|
|
|
|
EFFECT / RANGE |
|
| DESCRIPTION |
|
|
|
|
|
|
Postflow Time |
|
| Adjusts the time that shielding |
|
0 to 25.0 seconds |
|
| gas flows after the welding out- |
|
|
|
| put turns off. |
|
Crater Procedure |
|
| Crater Procedure controls the |
|
|
|
| ||
(0 TO 10.0 SECONDS) |
|
| WFS and Volts for a specified |
|
|
|
| time at the end of the weld |
|
|
|
| after the trigger is released. |
|
|
|
| During the Crater time, the |
|
|
|
| machine will ramp up or down |
|
|
|
| from the Weld Procedure to |
|
|
|
| the Crater Procedure. |
|
Burnback: |
|
| The burnback time is the |
|
0 to .25 Seconds |
|
| amount of time that the weld |
|
|
|
| output continues after the wire |
|
|
|
| stops feeding. It prevents the |
|
|
|
| wire from sticking in the puddle |
|
|
|
| and prepares the end of the |
|
|
|
| wire for the next arc start. |
|
|
|
|
|
|
Spot Timer: |
|
| Adjusts the time welding will |
|
0 to 120.0 Seconds |
|
| continue even if tigger is still |
|
|
|
| pulled. This option has no |
|
|
|
| effect in |
|
|
|
|
|
|
|
|
|
|
|