INSTALLATION | ||
|
|
|
REMOTE SENSE LEAD SPECIFICATIONS
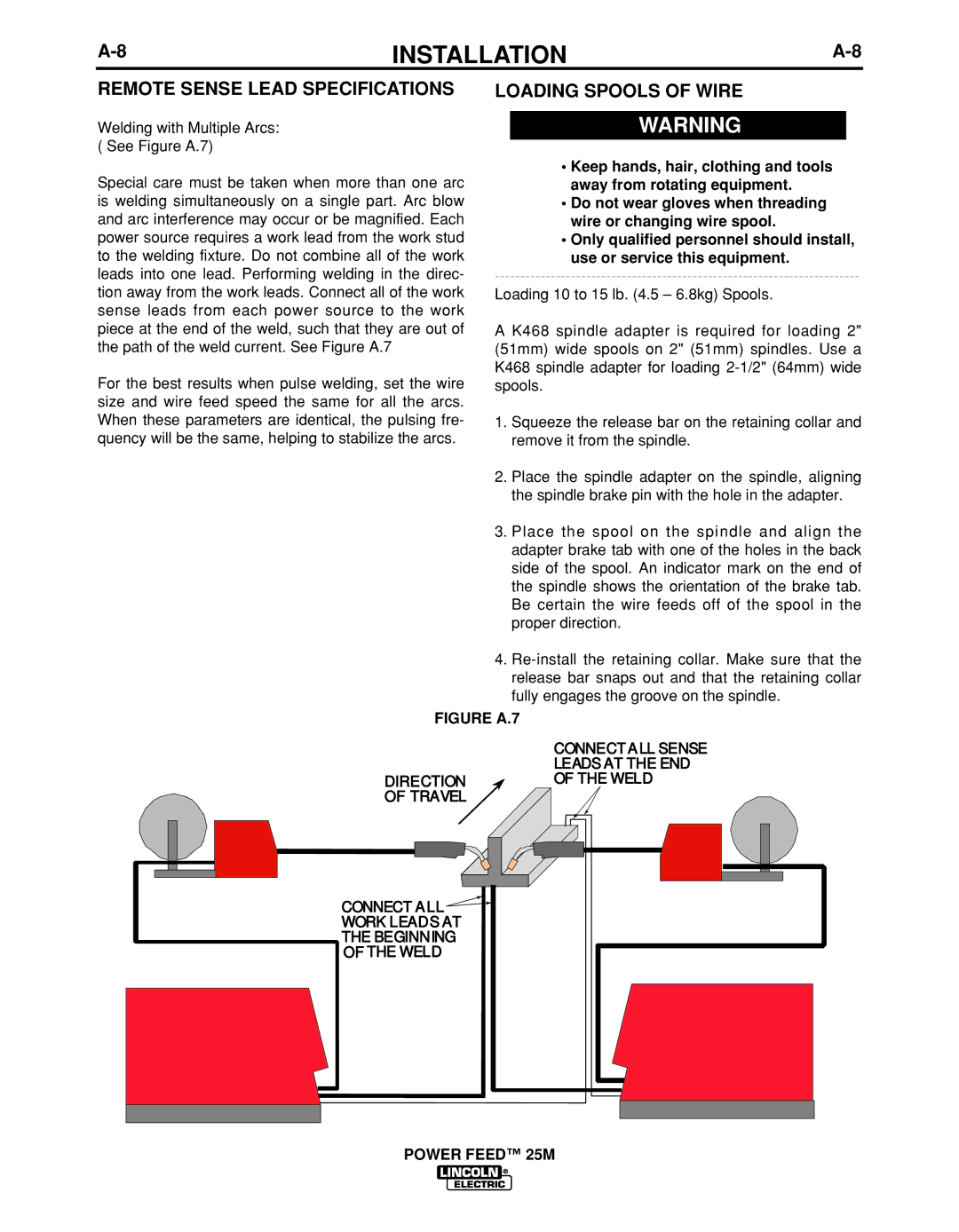
Welding with Multiple Arcs: ( See Figure A.7)
Special care must be taken when more than one arc is welding simultaneously on a single part. Arc blow and arc interference may occur or be magnified. Each power source requires a work lead from the work stud to the welding fixture. Do not combine all of the work leads into one lead. Performing welding in the direc- tion away from the work leads. Connect all of the work sense leads from each power source to the work piece at the end of the weld, such that they are out of the path of the weld current. See Figure A.7
For the best results when pulse welding, set the wire size and wire feed speed the same for all the arcs. When these parameters are identical, the pulsing fre- quency will be the same, helping to stabilize the arcs.
LOADING SPOOLS OF WIRE
![]() WARNING
WARNING
•Keep hands, hair, clothing and tools away from rotating equipment.
•Do not wear gloves when threading wire or changing wire spool.
•Only qualified personnel should install, use or service this equipment.
Loading 10 to 15 lb. (4.5 – 6.8kg) Spools.
A K468 spindle adapter is required for loading 2" (51mm) wide spools on 2" (51mm) spindles. Use a K468 spindle adapter for loading
1.Squeeze the release bar on the retaining collar and remove it from the spindle.
2.Place the spindle adapter on the spindle, aligning the spindle brake pin with the hole in the adapter.
3.Place the spool on the spindle and align the adapter brake tab with one of the holes in the back side of the spool. An indicator mark on the end of the spindle shows the orientation of the brake tab. Be certain the wire feeds off of the spool in the proper direction.
4.
FIGURE A.7
DIRECTION
OF TRAVEL
CONNECT ALL
WORK LEADS AT
THE BEGINNING
OF THE WELD
CONNECTALL SENSE LEADS AT THE END OF THE WELD