|
| OPERATION |
| ||||
|
|
|
|
|
|
|
|
|
|
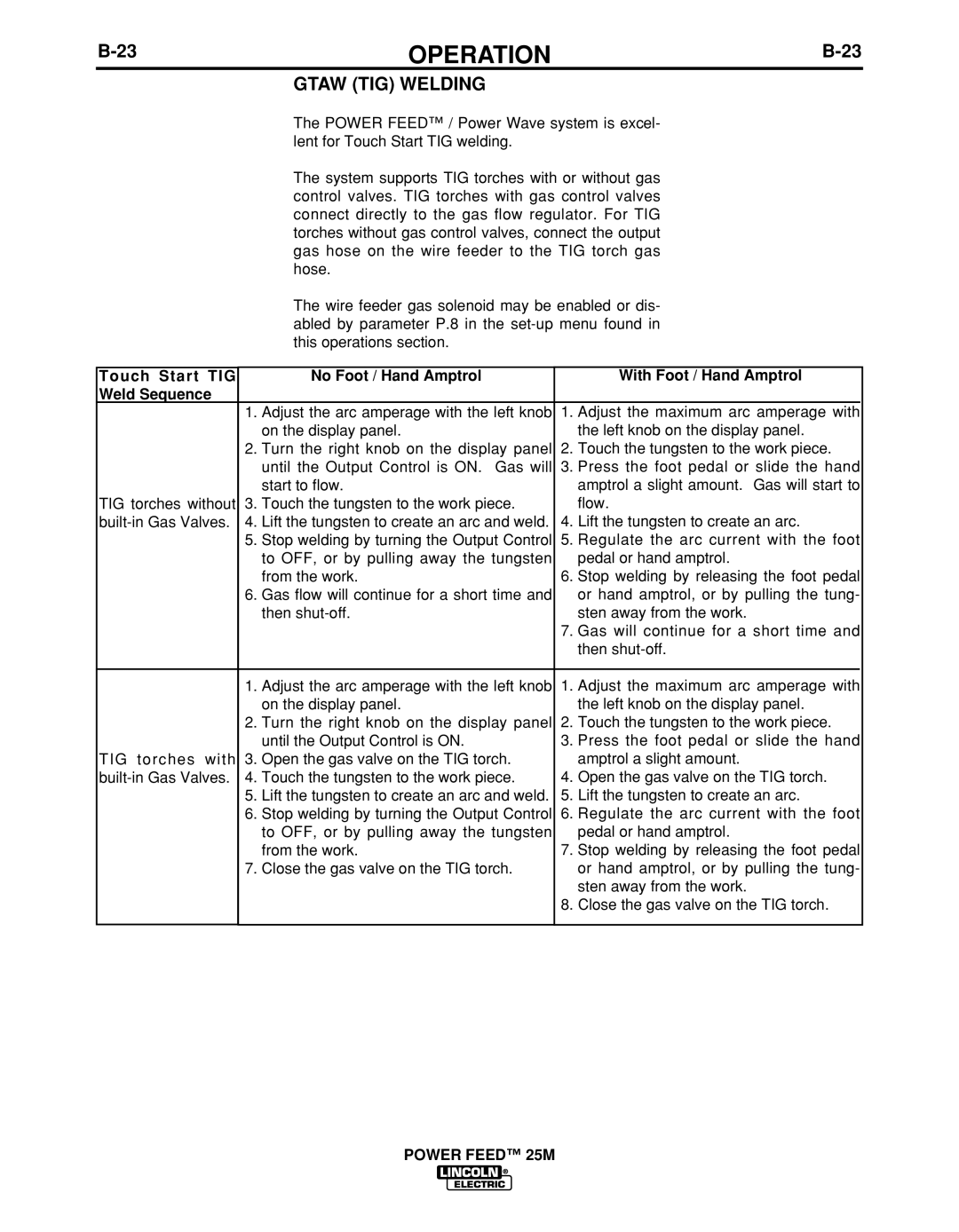
| GTAW (TIG) WELDING |
|
|
|
|
|
|
| The POWER FEED™ / Power Wave system is excel- | ||||
|
|
| lent for Touch Start TIG welding. |
|
|
|
|
|
|
| The system supports TIG torches with or without gas | ||||
|
|
| control valves. TIG torches with gas control valves | ||||
|
|
| connect directly to the gas flow regulator. For TIG | ||||
|
|
| torches without gas control valves, connect the output | ||||
|
|
| gas hose on the wire feeder to the TIG torch gas | ||||
|
|
| hose. |
|
|
|
|
|
|
| The wire feeder gas solenoid may be enabled or dis- | ||||
|
|
| abled by parameter P.8 in the | ||||
|
|
| this operations section. |
|
|
|
|
|
|
|
|
|
|
|
|
Touch Start TIG |
| No Foot / Hand Amptrol |
| With Foot / Hand Amptrol | |||
Weld Sequence |
|
|
|
|
|
| |
|
| 1. | Adjust the arc amperage with the left knob | 1. | Adjust the maximum arc amperage with |
| |
|
|
| on the display panel. |
| the left knob on the display panel. | ||
|
| 2. | Turn the right knob on the display panel | 2. | Touch the tungsten to the work piece. | ||
|
|
| until the Output Control is ON. Gas will | 3. | Press the foot pedal or slide the hand | ||
|
|
| start to flow. |
| amptrol a slight amount. Gas will start to | ||
TIG torches without | 3. Touch the tungsten to the work piece. |
| flow. | ||||
4. Lift the tungsten to create an arc and weld. | 4. | Lift the tungsten to create an arc. | |||||
|
| 5. | Stop welding by turning the Output Control | 5. | Regulate the arc current with the foot | ||
|
|
| to OFF, or by pulling away the tungsten |
| pedal or hand amptrol. | ||
|
|
| from the work. | 6. | Stop welding by releasing the foot pedal | ||
|
| 6. | Gas flow will continue for a short time and |
| or hand amptrol, or by pulling the tung- | ||
|
|
| then |
| sten away from the work. | ||
|
|
|
| 7. | Gas will continue for a short time and | ||
|
|
|
|
| then | ||
|
|
|
|
|
|
| |
|
| 1. | Adjust the arc amperage with the left knob | 1. | Adjust the maximum arc amperage with | ||
|
|
| on the display panel. |
| the left knob on the display panel. | ||
|
| 2. | Turn the right knob on the display panel | 2. | Touch the tungsten to the work piece. | ||
|
|
| until the Output Control is ON. | 3. | Press the foot pedal or slide the hand | ||
TIG torches with | 3. Open the gas valve on the TIG torch. |
| amptrol a slight amount. | ||||
4. Touch the tungsten to the work piece. | 4. | Open the gas valve on the TIG torch. | |||||
|
| 5. | Lift the tungsten to create an arc and weld. | 5. | Lift the tungsten to create an arc. | ||
|
| 6. | Stop welding by turning the Output Control | 6. | Regulate the arc current with the foot | ||
|
|
| to OFF, or by pulling away the tungsten |
| pedal or hand amptrol. | ||
|
|
| from the work. | 7. | Stop welding by releasing the foot pedal | ||
|
| 7. | Close the gas valve on the TIG torch. |
| or hand amptrol, or by pulling the tung- | ||
|
|
|
|
| sten away from the work. | ||
|
|
|
| 8. | Close the gas valve on the TIG torch. | ||
|
|
|
|
|
|
|
|