OPERATION | ||
|
|
|
ALUMINUM GMAW-P AND GMAW-PP
ALUMINUM PULSE WELDING
Synergic
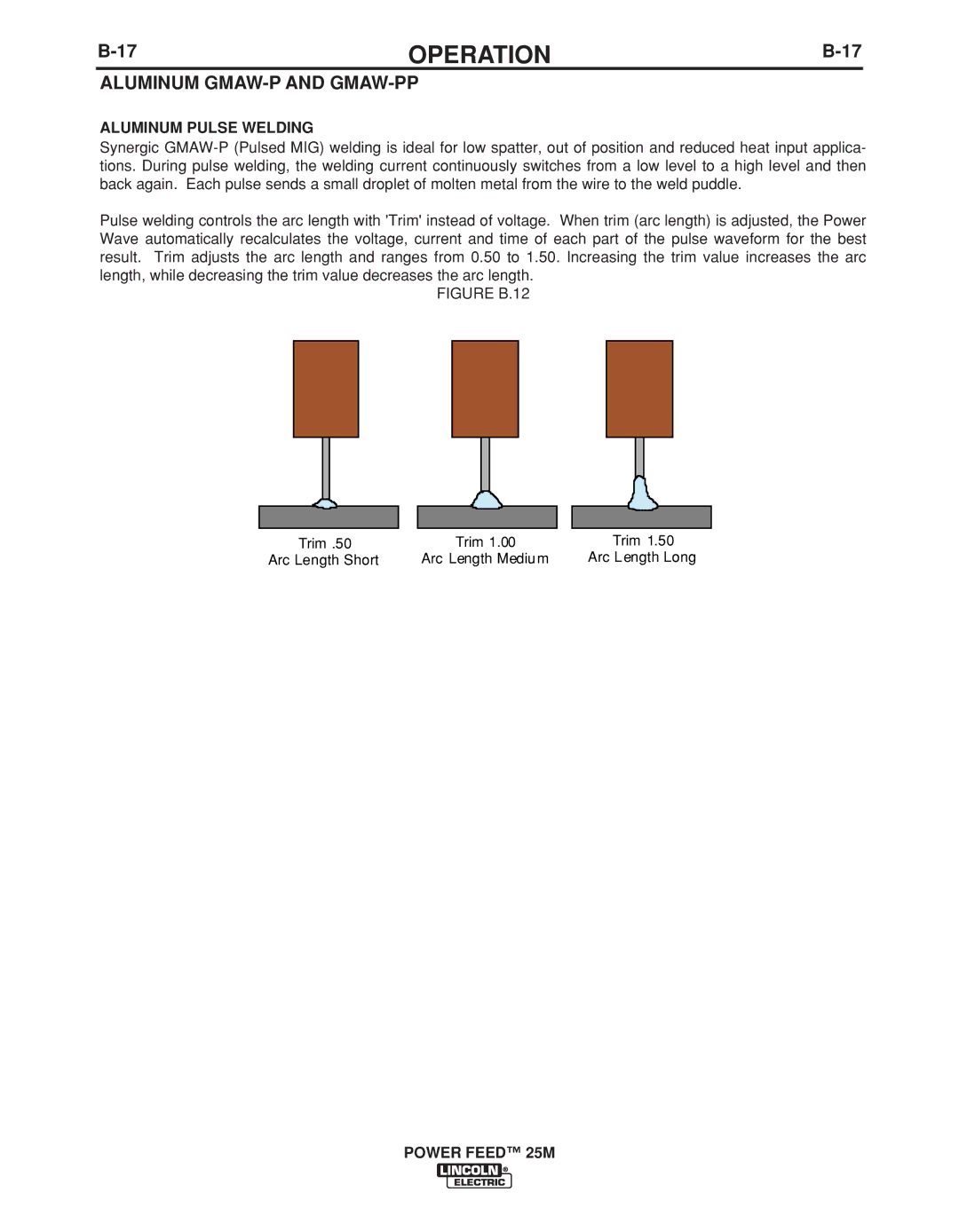
Pulse welding controls the arc length with 'Trim' instead of voltage. When trim (arc length) is adjusted, the Power Wave automatically recalculates the voltage, current and time of each part of the pulse waveform for the best result. Trim adjusts the arc length and ranges from 0.50 to 1.50. Increasing the trim value increases the arc length, while decreasing the trim value decreases the arc length.
FIGURE B.12
Trim .50 | Trim 1.00 | Trim 1.50 |
Arc Length Short | Arc Length Medium | Arc Length Long |