| OPERATION | ||||
|
|
|
|
|
|
|
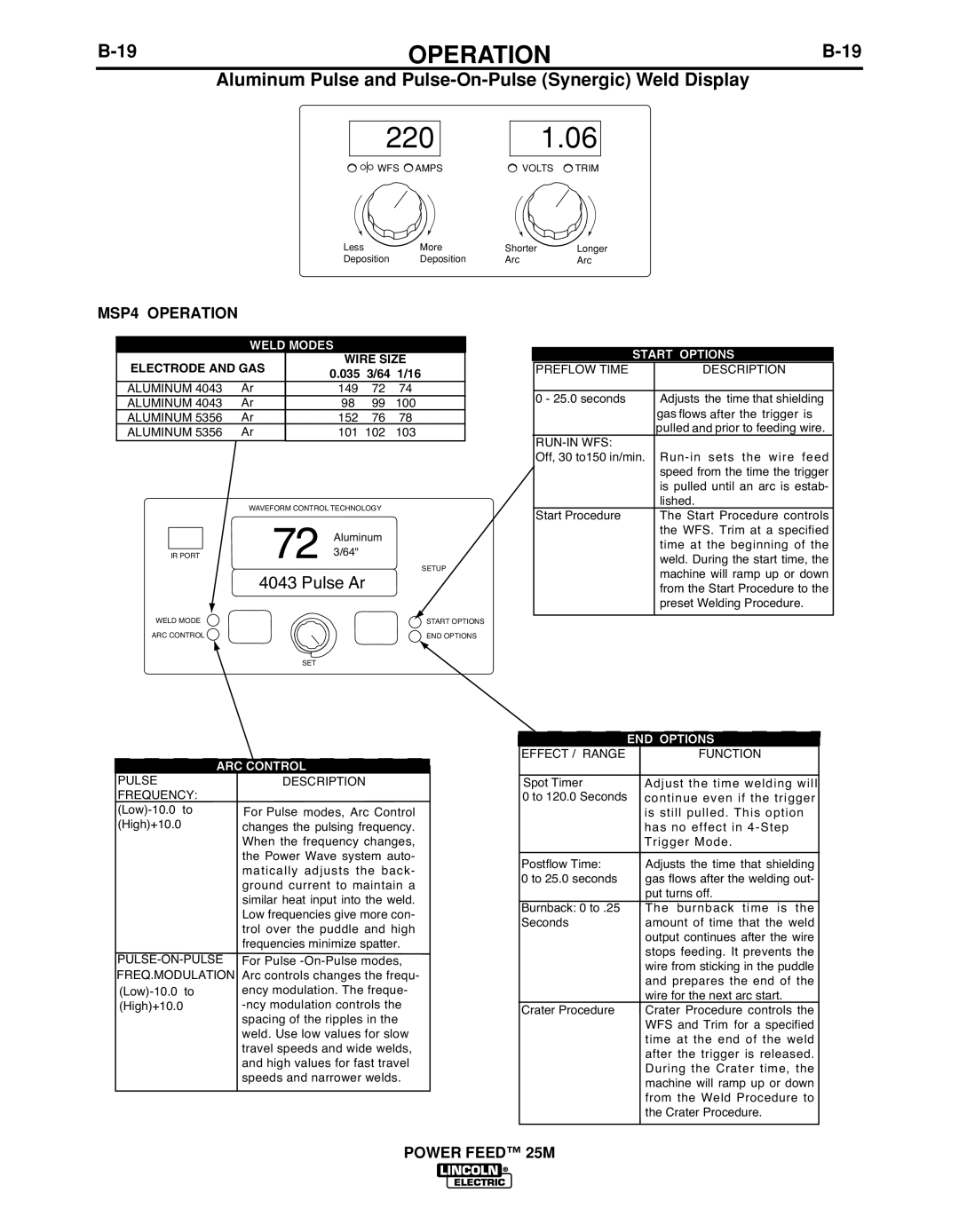
| Aluminum Pulse and |
| ||
|
|
|
|
|
|
|
|
|
|
|
|
220
1.06
WFS AMPS | VOLTS TRIM |
Less | More | Shorter | Longer |
Deposition | Deposition | Arc | Arc |
MSP4 OPERATION
WELD MODES
ELECTRODE AND GAS | WIRE SIZE | ||||
0.035 | 3/64 | 1/16 | |||
|
| ||||
ALUMINUM 4043 | Ar | 149 | 72 | 74 | |
ALUMINUM 4043 | Ar | 98 | 99 | 100 | |
ALUMINUM 5356 | Ar | 152 | 76 | 78 | |
ALUMINUM 5356 | Ar | 101 | 102 | 103 | |
WAVEFORM CONTROL TECHNOLOGY
| 72 | Aluminum |
|
IR PORT | 3/64" |
| |
| SETUP | ||
| 4043 Pulse Ar |
| |
WELD MODE |
|
| START OPTIONS |
ARC CONTROL |
|
| END OPTIONS |
SET
ARC CONTROL |
| |
PULSE | DESCRIPTION | |
FREQUENCY: |
|
|
For Pulse | modes, A rc Control | |
(High)+10.0 | changes the pulsing frequency. | |
| When the frequency changes, | |
| the Power Wave system auto- | |
| matically | adjusts the back - |
| ground current t o maintain a | |
| similar heat input into the weld. | |
| Low frequencies give more con- | |
| trol over the puddle and high | |
frequencies minimize spatter. | ||
For Pulse | ||
FREQ.MODULATION | Arc controls changes the frequ- | |
ency modulation. The freque- | ||
(High)+10.0 | ||
| spacing of the ripples in the | |
| weld. Use low values for slow | |
| travel speeds and wide welds, | |
| and high values for fast travel | |
| speeds and narrower welds. | |
START OPTIONS
|
|
| ||
PREFLOW TIME | DESCRIPTION |
| ||
|
| |||
0 - 25.0 seconds | Adjusts the time that shielding | |||
| gas flows after | the trigger | is | |
| pulled and prior to feeding wire. | |||
| the wire | feed | ||
Off, 30 to150 in/min. | ||||
| speed from the time the trigger | |||
| is pulled until an arc is estab- | |||
| lished. |
|
|
|
Start Procedure | The Start Procedure | control s | ||
| the WFS. Trim a t a specified | |||
| time at t he beginning | of t he | ||
| weld. During the start time, the | |||
| machine will ramp up or down | |||
| from the Start Procedure to the | |||
| preset Welding Procedure. | |||
END OPTIONS
|
|
|
|
| |||||
Spot Timer |
| Adjust the time welding will |
|
| |||||
0 to 120.0 Seconds |
| continue even if the trigger |
|
| |||||
|
| is still pulled. This option |
|
|
| ||||
|
| has no effect in |
|
|
| ||||
|
| Trigger Mode. |
|
|
|
|
| ||
Postflow Time: |
| Adjusts the time that shielding |
| ||||||
0 to 25.0 seconds |
| gas flows after the welding out- |
| ||||||
|
| put turns off. |
|
|
|
|
| ||
Burnback: 0 to .25 |
| The | burnback | time | is t he |
| |||
Seconds | amount of time that the weld |
| |||||||
|
| output continues after the wire |
| ||||||
|
| stops feeding. It prevents the |
| ||||||
|
| wire from sticking in the puddle |
| ||||||
|
| and | prepares the end | of the |
| ||||
|
| wire for the next arc start. |
|
| |||||
Crater Procedure | Crater P rocedure | controls | the |
| |||||
|
| WFS and Trim for a | specified |
| |||||
|
| time | at | the end | of t he wel d |
| |||
|
| after | the trigger | is | released. |
| |||
|
| During | the Crater | time, | t he |
| |||
|
| machine will ramp up or down |
| ||||||
|
| from | the Weld Procedure | to |
| ||||
|
| the Crater Procedure. |
|
|
| ||||
|
|
|
|
|
|
|
|
|
|