OPERATION | ||
|
|
|
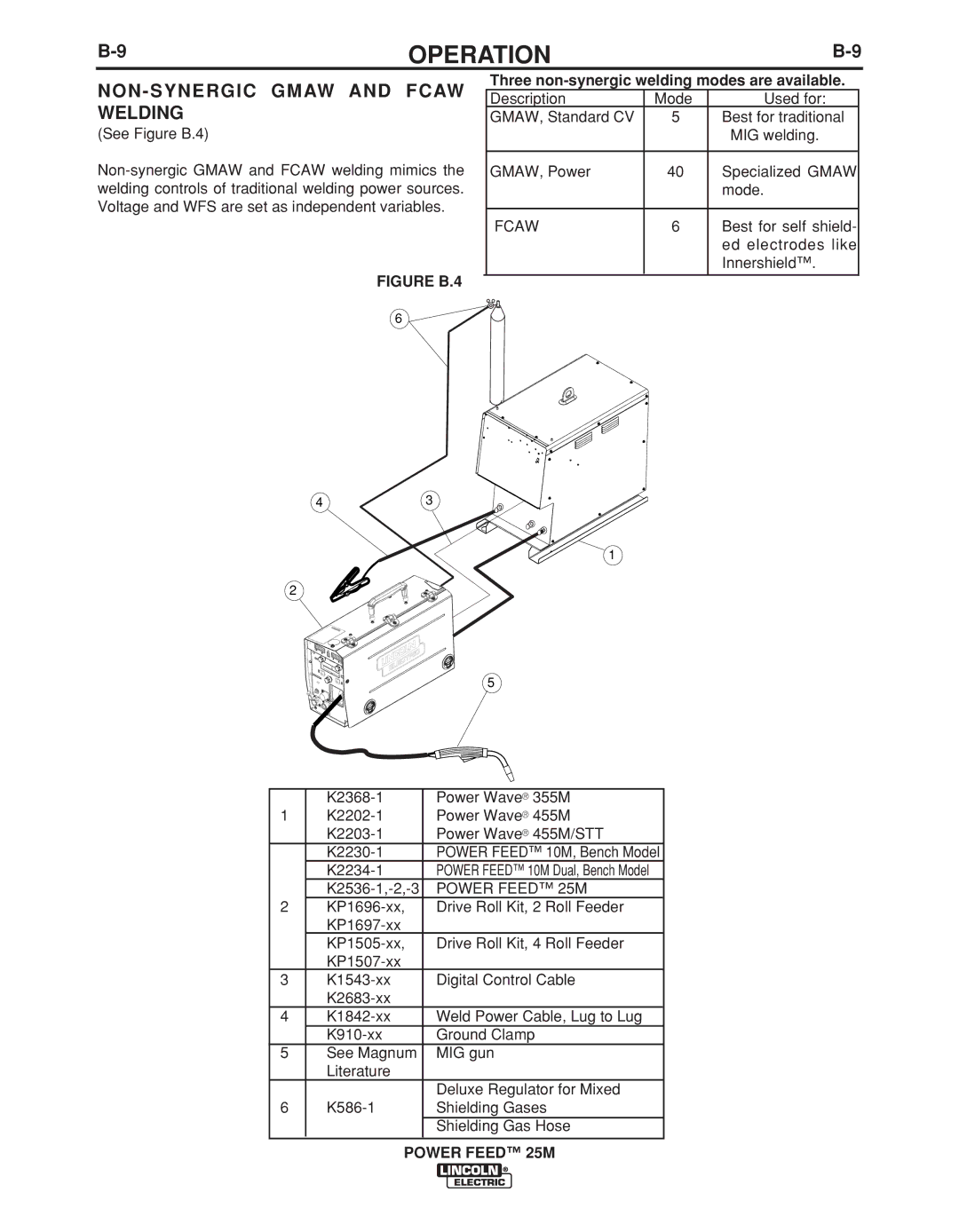
NON-SYNERGIC GMAW AND FCAW WELDING
(See Figure B.4)
FIGURE B.4
Three non-synergic welding modes are available.
| Description | Mode | Used for: |
| GMAW, Standard CV | 5 | Best for traditional |
|
|
| MIG welding. |
|
|
|
|
| GMAW, Power | 40 | Specialized GMAW |
|
|
| mode. |
|
|
|
|
| FCAW | 6 | Best for self shield- |
|
|
| ed electrodes like |
|
|
| Innershield™. |
|
|
|
|
6 ![]()
![]()
43
1
2
5
| Power Wave® 355M | |
1 | Power Wave® 455M | |
| Power Wave® 455M/STT | |
| POWER FEED™ 10M, Bench Model | |
| POWER FEED™ 10M Dual, Bench Model | |
| POWER FEED™ 25M | |
2 | Drive Roll Kit, 2 Roll Feeder | |
|
| |
| Drive Roll Kit, 4 Roll Feeder | |
|
| |
3 | Digital Control Cable | |
|
| |
4 | Weld Power Cable, Lug to Lug | |
| Ground Clamp | |
5 | See Magnum | MIG gun |
| Literature |
|
|
| Deluxe Regulator for Mixed |
6 | Shielding Gases | |
|
| Shielding Gas Hose |