The “arc stream” is seen in the middle of the picture. This is the electric arc created by the electric current flowing through the space between the end of the wire electrode and the base metal. The temperature of this arc is about 6000°F, which is more than enough to melt metal. The arc is very bright, as well as hot, and cannot be looked at with the naked eye without risking painful injury. The very dark lens, specifi- cally designed for arc welding must be used with the hand or face shield whenever viewing the arc.
The arc melts the base metal and actually digs into it much as water through a nozzle on a garden hose digs into the earth. The molten metal forms a molten pool or crater and tends to flow away from the arc. As it moves away from the arc, it cools and solidifies.
The function of the Innershield cored wire electrode is much more than simply to carry current to the arc. The wire core is composed of fluxes and/or alloying ingredients around which a steel sheath has been formed.
The cored wire melts in the arc and tiny droplets of molten metal shoot across the arc into the molten pool. The wire sheath provides additional filler metal for the joint to fill the groove or gap between the two pieces of base metal.
The core materials also melt or burn in the arc and perform several functions. They make the arc steadier, provide a shield of smoke-like gas around the arc to keep oxygen and nitrogen in the air away from the molten metal, and provide a flux for the molten pool. The flux picks up impurities and forms the protective slag on top of the weld during cooling.
After running a weld bead, the slag may be removed with a chipping hammer and wire brush. This improves appearance and allows for inspection of the finished weld.
Since machine size and output characteristics limit the size and type of wire electrode which can be used, Lincoln 0.035" and 0.045" (0.9 and 1.2 mm) NR-211-MP Innershield elec- trode is recommended for Self-Shielded Flux Cored Arc Welding with this machine.
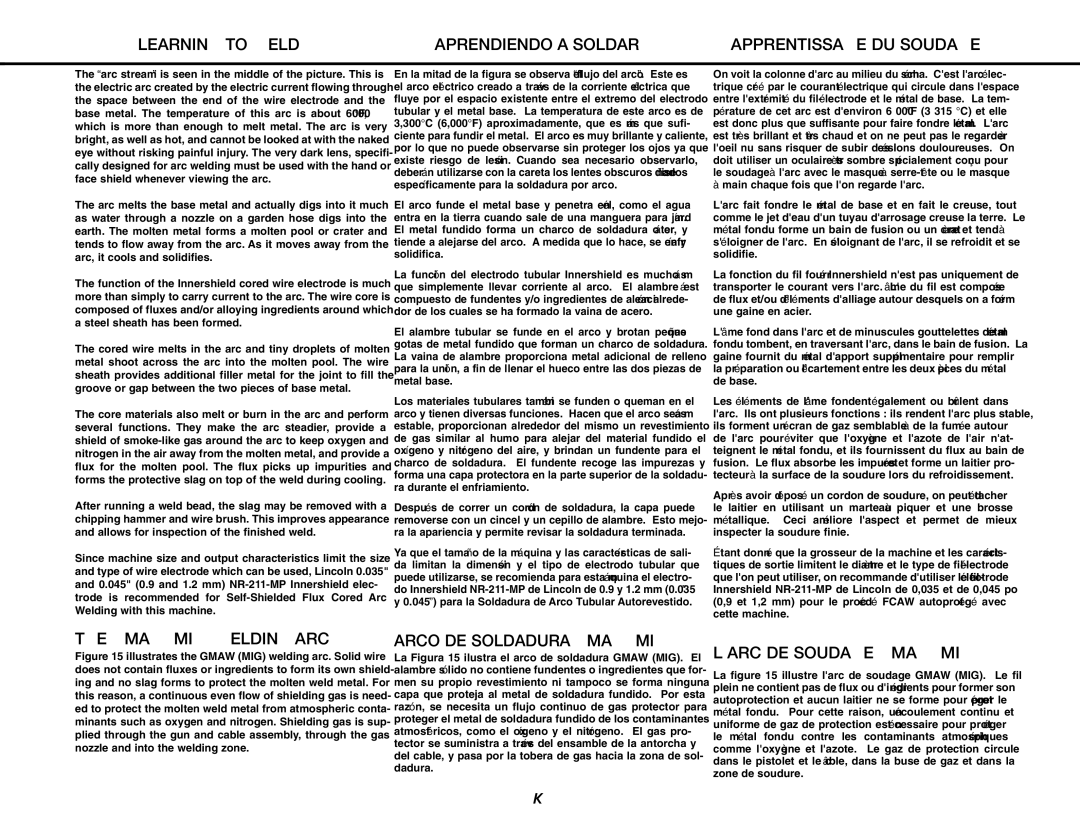
THE GMAW (MIG) WELDING ARC
Figure 15 illustrates the GMAW (MIG) welding arc. Solid wire does not contain fluxes or ingredients to form its own shield- ing and no slag forms to protect the molten weld metal. For this reason, a continuous even flow of shielding gas is need- ed to protect the molten weld metal from atmospheric conta- minants such as oxygen and nitrogen. Shielding gas is sup- plied through the gun and cable assembly, through the gas nozzle and into the welding zone.
En la mitad de la figura se observa el “flujo del arco”. Este es el arco eléctrico creado a través de la corriente eléctrica que fluye por el espacio existente entre el extremo del electrodo tubular y el metal base. La temperatura de este arco es de 3,300°C (6,000°F) aproximadamente, que es más que sufi- ciente para fundir el metal. El arco es muy brillante y caliente, por lo que no puede observarse sin proteger los ojos ya que existe riesgo de lesión. Cuando sea necesario observarlo, deberán utilizarse con la careta los lentes obscuros diseñados específicamente para la soldadura por arco.
El arco funde el metal base y penetra en él, como el agua entra en la tierra cuando sale de una manguera para jardín. El metal fundido forma un charco de soldadura o cráter, y tiende a alejarse del arco. A medida que lo hace, se enfría y solidifica.
La función del electrodo tubular Innershield es mucho más que simplemente llevar corriente al arco. El alambre está compuesto de fundentes y/o ingredientes de aleación alrede- dor de los cuales se ha formado la vaina de acero.
El alambre tubular se funde en el arco y brotan pequeñas gotas de metal fundido que forman un charco de soldadura. La vaina de alambre proporciona metal adicional de relleno para la unión, a fin de llenar el hueco entre las dos piezas de metal base.
Los materiales tubulares también se funden o queman en el arco y tienen diversas funciones. Hacen que el arco sea más estable, proporcionan alrededor del mismo un revestimiento de gas similar al humo para alejar del material fundido el oxígeno y nitrógeno del aire, y brindan un fundente para el charco de soldadura. El fundente recoge las impurezas y forma una capa protectora en la parte superior de la soldadu- ra durante el enfriamiento.
Después de correr un cordón de soldadura, la capa puede removerse con un cincel y un cepillo de alambre. Esto mejo- ra la apariencia y permite revisar la soldadura terminada.
Ya que el tamaño de la máquina y las características de sali- da limitan la dimensión y el tipo de electrodo tubular que puede utilizarse, se recomienda para esta máquina el electro- do Innershield NR-211-MP de Lincoln de 0.9 y 1.2 mm (0.035” y 0.045”) para la Soldadura de Arco Tubular Autorevestido.
ARCO DE SOLDADURA GMAW (MIG)
La Figura 15 ilustra el arco de soldadura GMAW (MIG). El alambre sólido no contiene fundentes o ingredientes que for- men su propio revestimiento ni tampoco se forma ninguna capa que proteja al metal de soldadura fundido. Por esta razón, se necesita un flujo continuo de gas protector para proteger el metal de soldadura fundido de los contaminantes atmosféricos, como el oxígeno y el nitrógeno. El gas pro- tector se suministra a través del ensamble de la antorcha y del cable, y pasa por la tobera de gas hacia la zona de sol- dadura.
On voit la colonne d'arc au milieu du schéma. C'est l'arc élec- trique créé par le courant électrique qui circule dans l'espace entre l'extrémité du fil-électrode et le métal de base. La tem- pérature de cet arc est d'environ 6 000 °F (3 315 °C) et elle est donc plus que suffisante pour faire fondre le métal. L'arc est très brillant et très chaud et on ne peut pas le regarder à l'oeil nu sans risquer de subir des lésions douloureuses. On doit utiliser un oculaire très sombre spécialement conçu pour le soudage à l'arc avec le masque à serre-tête ou le masque
àmain chaque fois que l'on regarde l'arc.
L'arc fait fondre le métal de base et en fait le creuse, tout comme le jet d'eau d'un tuyau d'arrosage creuse la terre. Le métal fondu forme un bain de fusion ou un cratère et tend à s'éloigner de l'arc. En s'éloignant de l'arc, il se refroidit et se solidifie.
La fonction du fil fourré Innershield n'est pas uniquement de transporter le courant vers l'arc. L'âme du fil est composée de flux et/ou d'éléments d'alliage autour desquels on a formé une gaine en acier.
L'âme fond dans l'arc et de minuscules gouttelettes de métal fondu tombent, en traversant l'arc, dans le bain de fusion. La gaine fournit du métal d'apport supplémentaire pour remplir la préparation ou l'écartement entre les deux pièces du métal de base.
Les éléments de l'âme fondent également ou brûlent dans l'arc. Ils ont plusieurs fonctions : ils rendent l'arc plus stable, ils forment un écran de gaz semblable à de la fumée autour de l'arc pour éviter que l'oxygène et l'azote de l'air n'at- teignent le métal fondu, et ils fournissent du flux au bain de fusion. Le flux absorbe les impuretés et forme un laitier pro- tecteur à la surface de la soudure lors du refroidissement.
Après avoir déposé un cordon de soudure, on peut détacher le laitier en utilisant un marteau à piquer et une brosse métallique. Ceci améliore l'aspect et permet de mieux inspecter la soudure finie.
Étant donné que la grosseur de la machine et les caractéris- tiques de sortie limitent le diamètre et le type de fil-électrode que l'on peut utiliser, on recommande d'utiliser le fil-électrode Innershield NR-211-MP de Lincoln de 0,035 et de 0,045 po (0,9 et 1,2 mm) pour le procédé FCAW autoprotégé avec cette machine.
L'ARC DE SOUDAGE GMAW (MIG)
La figure 15 illustre l'arc de soudage GMAW (MIG). Le fil plein ne contient pas de flux ou d'ingrédients pour former son autoprotection et aucun laitier ne se forme pour protéger le métal fondu. Pour cette raison, un écoulement continu et uniforme de gaz de protection est nécessaire pour protéger le métal fondu contre les contaminants atmosphériques comme l'oxygène et l'azote. Le gaz de protection circule dans le pistolet et le câble, dans la buse de gaz et dans la zone de soudure.