OPERATION |
Return to Section TOC
Return to Section TOC
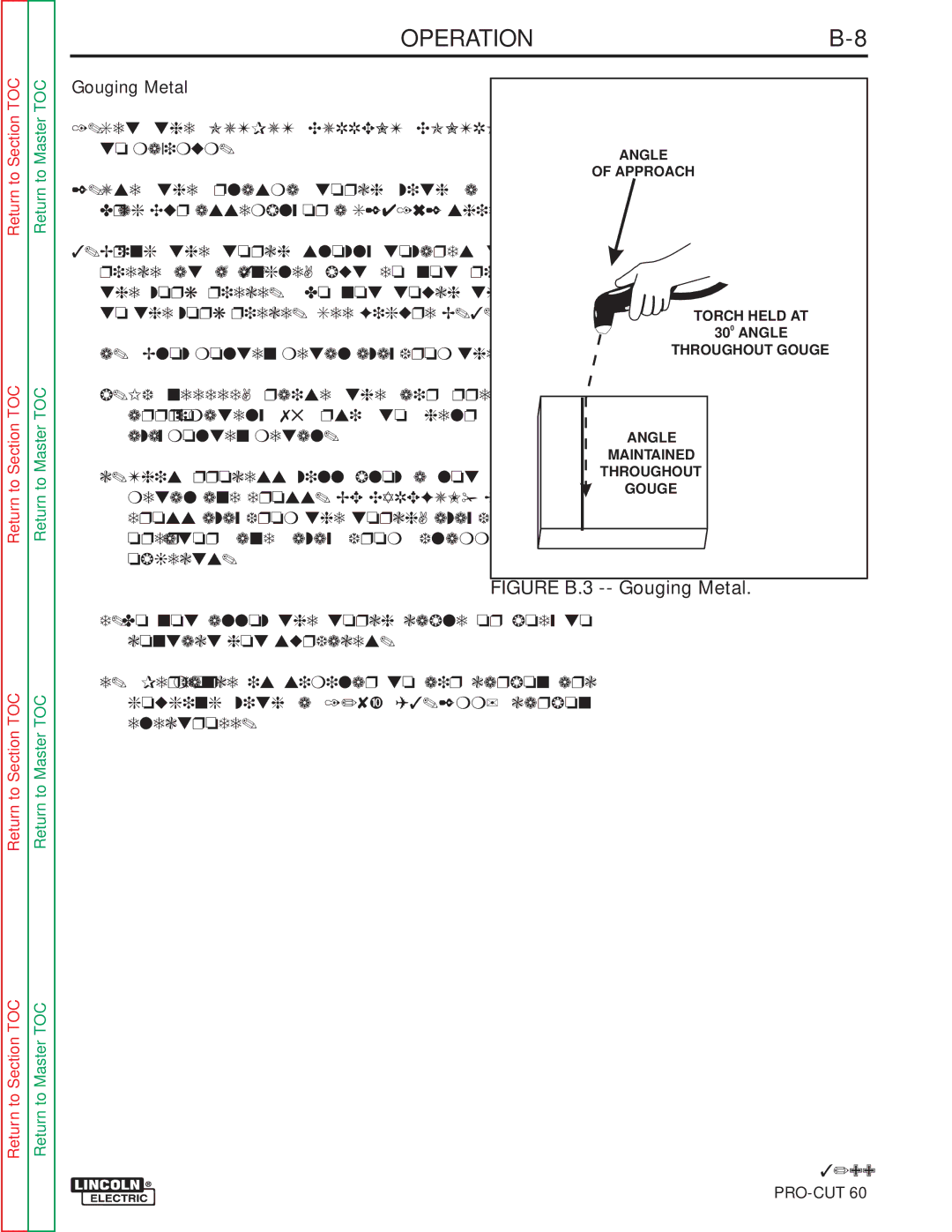
Gouging Metal
1.Set the OUTPUT CURRENT CONTROL to maximum.
2.Use the plasma torch with a S24114 Drag Cup assembly or a S24162 shield cup.
3.Bring the torch slowly towards the work piece at a 300 angle, but do not pierce the work piece. Do not touch the nozzle to the work piece. See Figure B.3.
a.Blow molten metal away from the torch.
b.If needed, raise the air pressure to approximately 75 psi to help blow away molten metal.
c.This process will blow a lot of molten metal and dross. BE CAREFUL! Blow the dross away from the torch, away from the operator and away from flammable objects.
ANGLE
OF APPROACH
TORCH HELD AT
300 ANGLE
THROUGHOUT GOUGE
ANGLE
MAINTAINED
THROUGHOUT
GOUGE
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
FIGURE B.3 -- Gouging Metal.
d. Do not allow the torch cable or body to contact hot surfaces.
e.Performance is similar to air carbon arc gouging with a 1/8” (3.2mm) carbon electrode.
3/99