OPERATION
-The gas will immediately turn off. The pressure gauge may show an increase in pressure after the air turns off, but this is normal. Do NOT reset the pressure while the air is NOT flowing.
•When ready to cut, place the torch near the work, make certain all safety precautions have been taken and pull the trigger.
-The air will flow for a preflow time of 2 seconds and the pilot arc will start. (This is true unless the machine is in postflow, then the preflow time is skipped and the pilot arc will start immediately.)
-The pilot arc will run for 3 seconds and shut off unless the arc is brought in contact with the work and the arc is transferred. Avoid excessive pilot arc time by transferring the arc to the workpiece quickly to improve parts life.
-When the arc is brought within 1/4 in. (6.4mm) from the workpiece the arc will transfer, the cur- rent will ramp up to the setting on the control panel, and the cut can last indefinitely (or until the duty cycle of the
•Pierce the workpiece by slowly lowering the torch onto the metal at a 30° angle away from the opera- tor. This will blow the dross away from the torch tip. Slowly rotate the torch to vertical position as the arc becomes deeper.
| TORCH AT 300 ANGLE |
| TO PIERCE |
| ROTATE TO |
300 | 900 ANGLE TO CUT |
| 900 |
| VERTICAL ANGLE |
| FOR CUTTING |
| CUT |
•Hold the nozzle standoff 1/8 in. (3.2mm) to 3/16 in. (4.7mm) above the workpiece during cutting. Do not let the torch nozzle touch the work or carry a long arc.
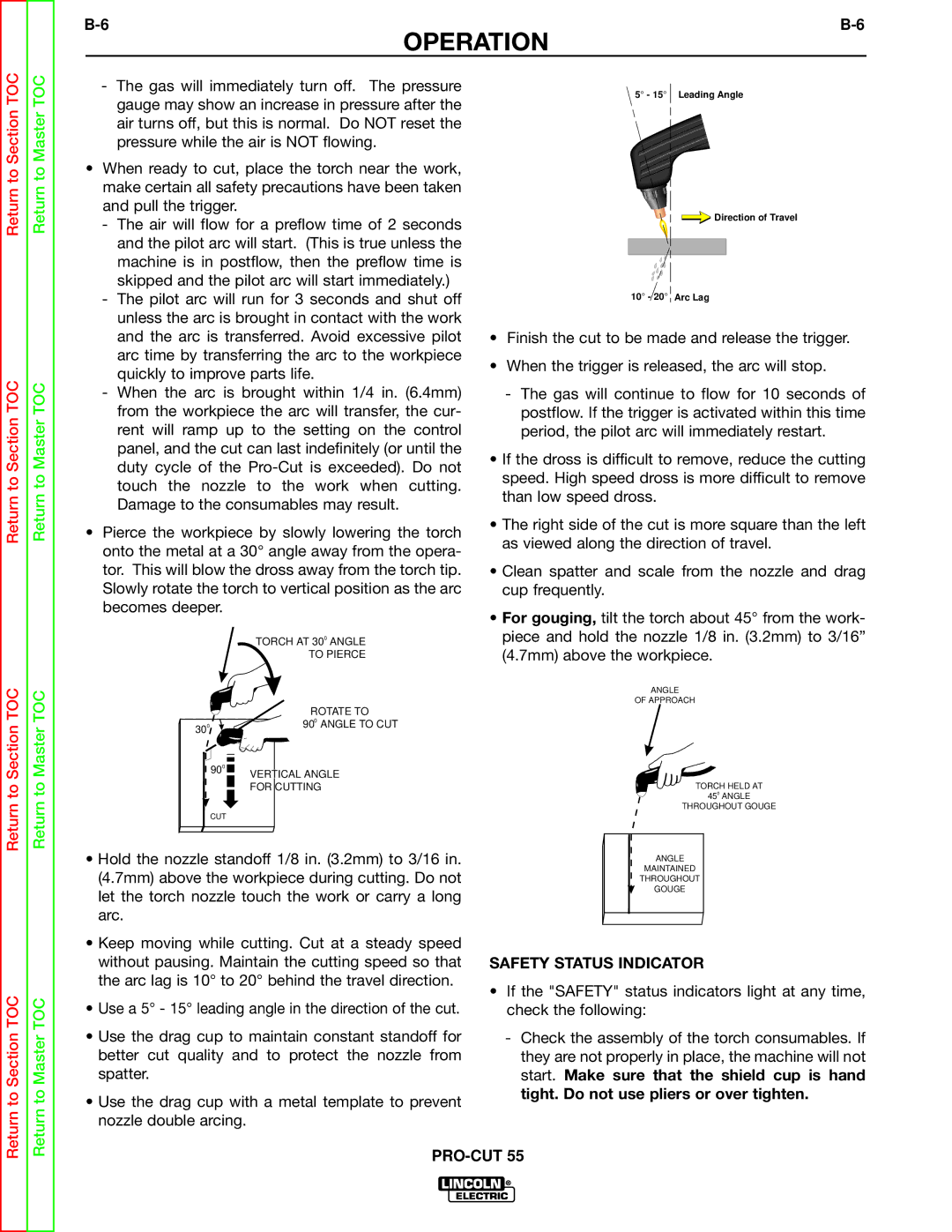
•Keep moving while cutting. Cut at a steady speed without pausing. Maintain the cutting speed so that the arc lag is 10° to 20° behind the travel direction.
•Use a 5° - 15° leading angle in the direction of the cut.
•Use the drag cup to maintain constant standoff for better cut quality and to protect the nozzle from spatter.
•Use the drag cup with a metal template to prevent nozzle double arcing.
5° - 15° Leading Angle
![]() Direction of Travel
Direction of Travel
10° - 20° Arc Lag
•Finish the cut to be made and release the trigger.
•When the trigger is released, the arc will stop.
-The gas will continue to flow for 10 seconds of postflow. If the trigger is activated within this time period, the pilot arc will immediately restart.
•If the dross is difficult to remove, reduce the cutting speed. High speed dross is more difficult to remove than low speed dross.
•The right side of the cut is more square than the left as viewed along the direction of travel.
•Clean spatter and scale from the nozzle and drag cup frequently.
•For gouging, tilt the torch about 45° from the work- piece and hold the nozzle 1/8 in. (3.2mm) to 3/16” (4.7mm) above the workpiece.
ANGLE
OF APPROACH
TORCH HELD AT 450 ANGLE
THROUGHOUT GOUGE
ANGLE
MAINTAINED
THROUGHOUT
GOUGE
SAFETY STATUS INDICATOR
•If the "SAFETY" status indicators light at any time, check the following:
-Check the assembly of the torch consumables. If they are not properly in place, the machine will not start. Make sure that the shield cup is hand tight. Do not use pliers or over tighten.