ACCESSORIES
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Multiprocess Switch Operation
The operation of the Multiprocess Switch is as follows:
A semiautomatic or automatic wire feed unit electrode and work cables are connected to the terminals on the left side of the box. Stick or air carbon arc electrode and work cables are connected to the terminals on the switch. With the switch in the left position, the wire feed terminals are electrode negative. In the center position, the wire feeder terminals are electrode posi- tive. In both the left and center switch position, the right side stick terminals are disconnected. In the right switch position, the wire feed terminals are discon- nected from the
Connections
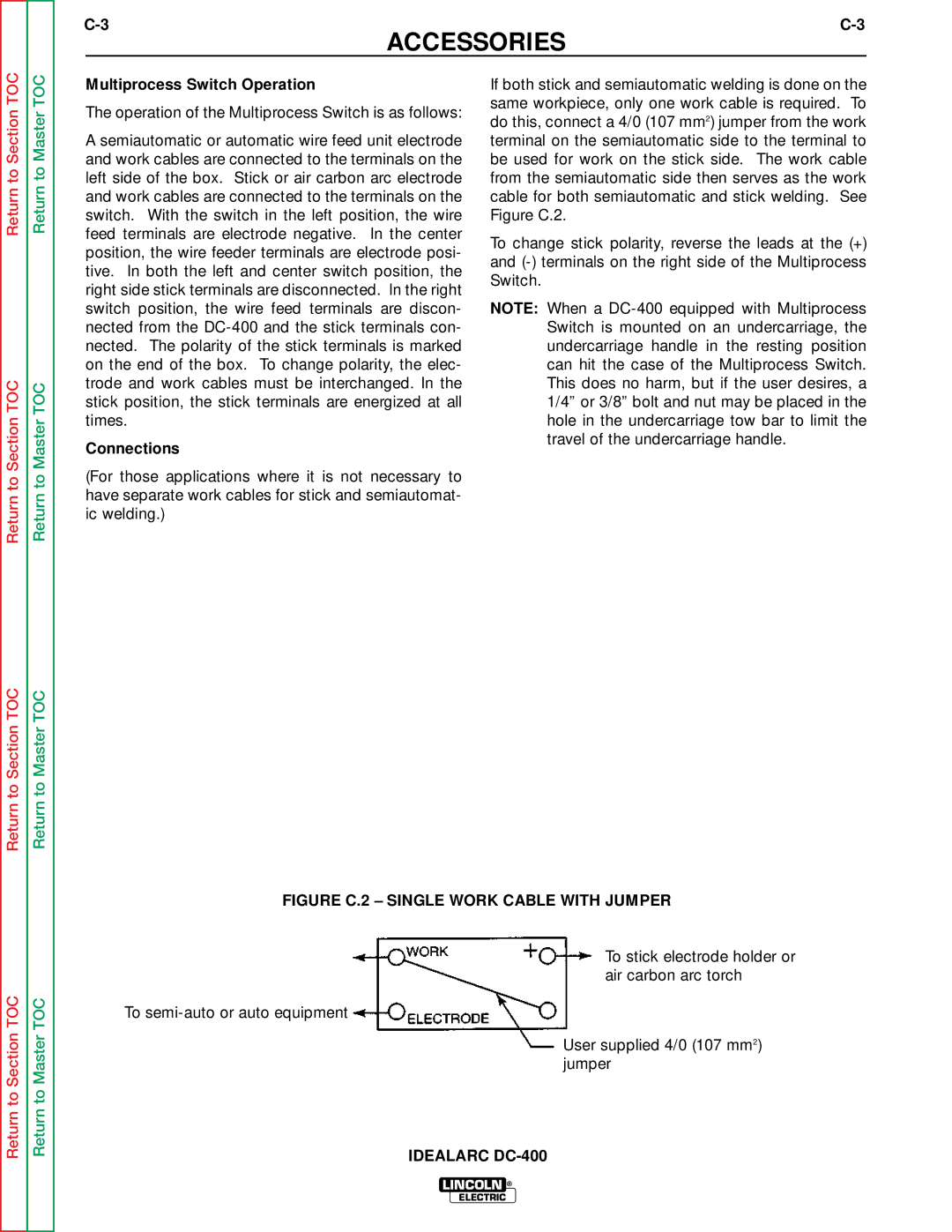
(For those applications where it is not necessary to have separate work cables for stick and semiautomat- ic welding.)
If both stick and semiautomatic welding is done on the same workpiece, only one work cable is required. To do this, connect a 4/0 (107 mm2) jumper from the work terminal on the semiautomatic side to the terminal to be used for work on the stick side. The work cable from the semiautomatic side then serves as the work cable for both semiautomatic and stick welding. See Figure C.2.
To change stick polarity, reverse the leads at the (+) and
NOTE: When a
Return to Section TOC
Return to Master TOC
FIGURE C.2 – SINGLE WORK CABLE WITH JUMPER
To stick electrode holder or air carbon arc torch
To
User supplied 4/0 (107 mm2) jumper
IDEALARC
LINCOLN ®
ELECTRIC