LinStep+ Single-Axis Microstepping Indexer/Driver
Table of Contents
POS
Prog
Prog To PAD From
Troubleshooting
Iv Table of Contents MN1853
Section General Information
Limited Warranty
CE Compliance
Could result in injury or death
Product Notice Intended use
Could result in damage to property
Voltages that are conducted to its power input terminals.
Do not touch any circuit board, power device or electrical
Connection before you first ensure that power has been
Do not apply AC power before you ensure that grounds are
Driver should have specifications compatible to the drive
Extend more than 0.2 5 into keypad assembly
Instead, we recommend using a four wire Wye
Power is removed from the drive
Overview
Section Product Overview
Motors
Product Overview MN1853
Receiving & Inspection
Section Receiving and Installation
Power Dissipation
Mechanical Installation
Recommended System Grounding for UL
Recommended System Grounding 1 phase for CE
System Grounding Ungrounded Distribution System
Input Power Conditioning
Baldor
Wire Size and Protection Devices
Delay a
Europe
Connection Locations 115VAC, 1 Axis
Tools Required
Keypad Nullmodem Connections
RS-232 PC Connections
9 & 25 Pin RS-232 Cable Connections for UL Installations
Rules for Daisy Chain Operation
Daisy Chain Connections
How many resistors should my system have?
What is a termination resistor?
Where are these resistors placed?
RS485 PC Connections
13 RS485 4 Wire Multi-Drop for UL Installations
Limits Connections
Discrete I/O Connections
ET±
Encoder Color Code
Encoder Signal PVS100 Danaher 9-Pin D
+5VDC
Ground GND
Motor Connector
AY0165A00 Leadwire Connection 9 pin to flying leads
Interlock Intlk
21 Opto Racks
PNP Converter
DB25 Pin to Screw Terminal Converter
PNP
Action Display Comments
Start-Up Procedure
Power Off Checks
Power On Checks
Overview
Section Keypad Operation
F1, F2, F3
Menus
Menu Key
Main Menu
JOG F2
Comma
Decimal Point
Alpha
New Program
Edit Menu
Edit an existing program
Save the program
Example of Naming a Program
Naming a program
Use the =O keys for additional alpha characters
Entering Characters with the Alpha Key In edit mode
Submenu Setup Parameter Description of Setup Parameter
Edit, Setup Submenu
Press EDIT, POS F3 Press YES F1 or no F3
Sequentially Eeprom message disappears
Pressing Help in the Main Menu
Pressing Help in Menus and Sub-Menus
Pressing Help In the Program Edit function
COPY, to PAD Submenu
Keypad Operation MN1853
Procedure Format Definition
Section Setup
Value Range
AR unloaded + 12.987 x log + log 155 Tm * Jr
Value High
Fine-Tuning Offsets
Value OFF
Value
Range N/A
Application Notes
Configuring Encoder Resolution ERi
Configure Your Application Mechanics
Value inch
Char Keypad Display Input Character Description
Configure the I/O
No additional interrupts will be seen
By one-half
Over Current
AMP Fault
Fault
Brake
Configure the Output States
Configure the Optional Lxopto 44/88
Configure JOG Parameters
Configure End of Travel Switch Polarity
Configure Home Parameters
Configuring Home Edge HEi
Configure Power-up Program
Value Enabled Range Enabled, Disabled
Configure Serial Communications
VEL1
Configure Miscellaneous Setup Parameters
Data Type Description of Display Data Type
POS1
Password Type Description Gives access to these menus
General Password Rules
Setup MN1853
Examples
Keypad Program Command List
Section Keypad Programming
Value Units
Example
Value Units Range
AC2 DE.5 VE12 DA3 GO DA3 GO DA3 GO
DC Distance to Change
Examples of DC move profiles, AC = seconds, VE=ips
Example Distance to Change
AC.1 VE60 DI2 GO DI1 GO DI-4 GO
LP2 DI3 GO EB
Value Units Range N/A
IF2,1 EN EB DI2 GO
Copy DEL
=12 =13 =17 =18 =22 =23
=26 =27 =28
RUN Edit
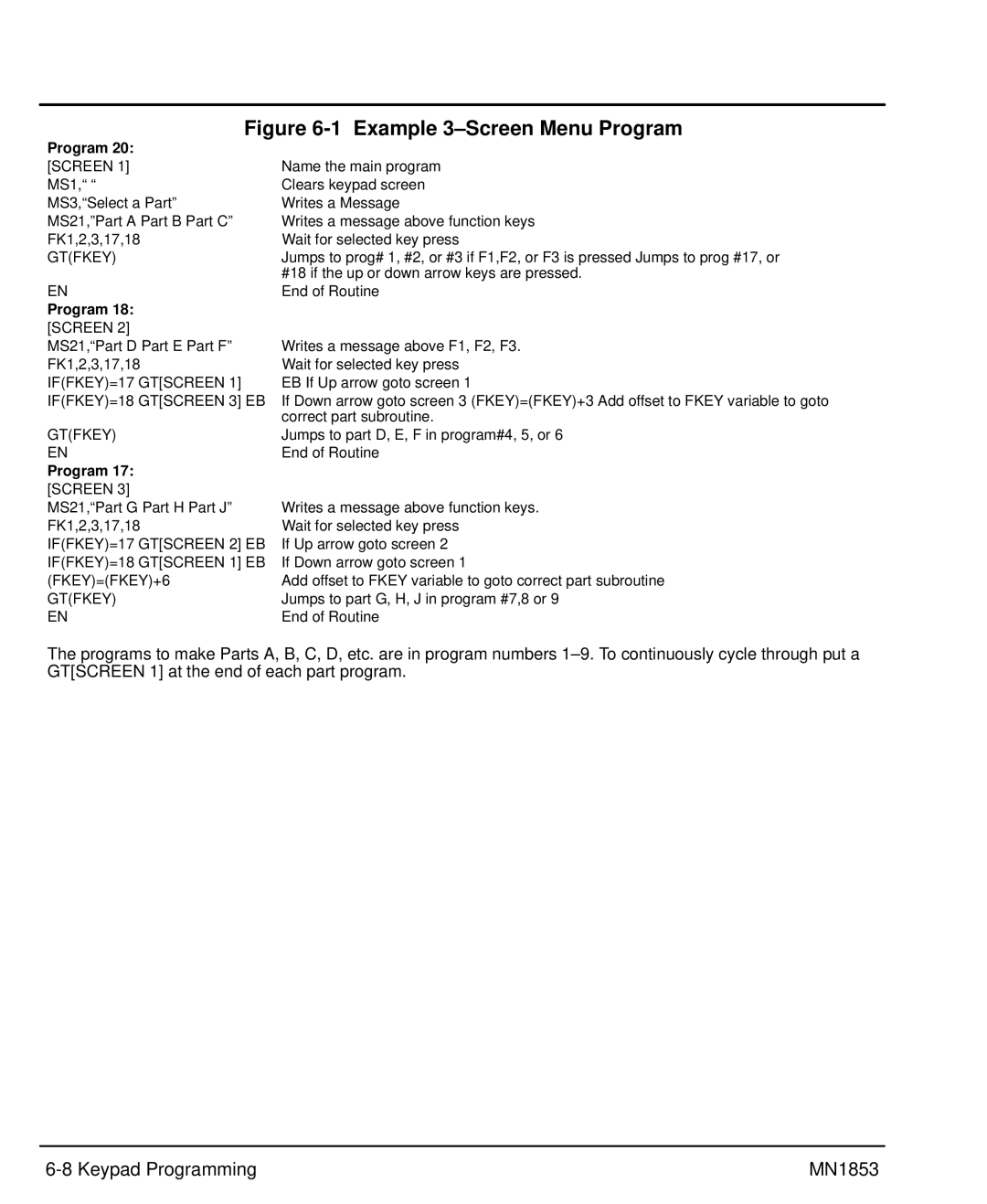
Example 3-Screen Menu Program
GH Start Home
Value N/A Units N/A Range N/A
Units Range N/A
Value N/A Units N/A Range i=1-16
IF10 Gtpart a EB
=1-400, name = any legal program name
IFPARTS=25 GS20 EB
Units Range
Lppieces
IV12,LENGTH
Dilength
Value Units N/A Range N/A
Syntax MC+ MC Move Continuous
Move Continuous
MS27,COUNT
VE5 DA20 GO
Powerup ONL,GTON EOT
Gthome
Main
= starting output number
Syntax RGr RG Registration
Value N/A Units seconds
SQRESULT=0 SQ27.96,SQRESULT
Value N/A Units N/A
ST1 AC1 DE1 VE25 DA6 GO VE50 DA0 GO EN
Syntax VEr VE Velocity
Helpful Hints Programming your application
Summary of Expressions, Operators and Functions
Programming Overview
Variable Names
Example of Hosted Mode
Variables
Program
Variable Name Description of Built-in Variable Type
Built-in Variables
Using Built-in Variable Arowrel
Parts
Non-Volatile Variables
Lpnumber
Arithmetic Operands and Equations
AO15=VOLTAGE + Error
Boolean Operators
WTAI12MAX Temp
Logical Operators
Increment/Decrement Variables
Expressions Other Programming Samples
Create a Message and Read an Input Variable
Setting an Output=On on-the-fly
Digit BCD=4 Digit BCD+2TW
Read a 4 Digit BCD number, 2 Digits at a time
Reading an Analog Input Value
GET 4 Bcds
1Operating Mode Indications, 1 Axis
Section Troubleshooting
Additional Information General
Additional Information
Serial Communications Problems
Troubleshooting MN1853
Identification
Section Specifications & Product Data
LinStep+ LX 1 P 1 A- 0xF9
VDC
General Specifications
Protection & Indicators Description
VAC
Dimensions
Specifications & Product Data MN1853
EMC Conformity and CE Marking
Wiring of Shielded Screened Cables
Section CE Guidelines
CE Declaration of Conformity
Grounding Earth
EMC Wiring Technique
Cable Screens Grounding
EMC Installation Instructions
Simulated Encoder Output Cable Grounding
Input Signal Cable Grounding
Encoder Cable Grounding
Programming Template
Appendix a
Appendix MN1853
MN1853 Appendix A-3
Remote Keypad Mounting Template
Baldor Electric Company MN1853 01 C&J
Baldor Electric Company
LinStep+ Single-Axis Microstepping Indexer/Driver