|
|
|
| OPERATION |
|
|
| |||||
|
|
|
|
|
|
|
|
| ||||
TOC | TOC | WELDING PERFORMANCE |
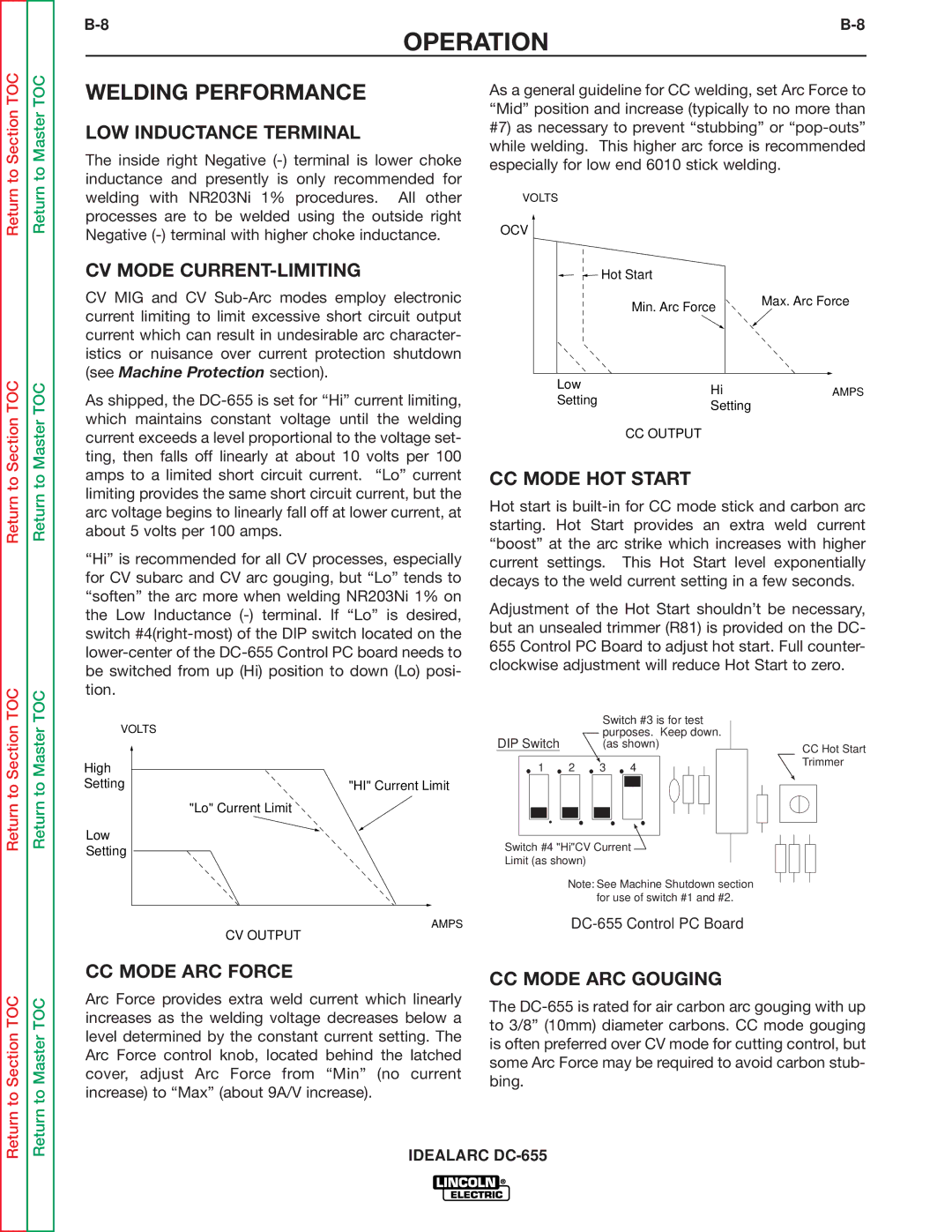
| As a general guideline for CC welding, set Arc Force to | ||||||||
Section | Master |
|
|
|
| “Mid” position and increase (typically to no more than | ||||||
LOW INDUCTANCE TERMINAL |
| #7) as necessary to prevent “stubbing” or | ||||||||||
|
| The inside right Negative | while welding. This higher arc force is recommended | |||||||||
to | to | especially for low end 6010 stick welding. | ||||||||||
inductance and presently is only recommended for |
|
|
|
|
|
| ||||||
Return | Return | OCV |
|
|
|
|
| |||||
welding | with NR203Ni 1% procedures. | All other |
|
|
|
|
| |||||
|
| VOLTS |
|
|
|
| ||||||
|
| processes are to be welded using the outside right |
|
|
|
|
|
| ||||
|
| Negative |
|
|
|
|
|
| ||||
|
| CV MODE |
|
|
| Hot Start |
|
| ||||
|
| CV MIG and CV |
|
|
| Min. Arc Force | Max. Arc Force | |||||
|
| current limiting to limit excessive short circuit output |
|
|
|
|
| |||||
|
|
|
|
|
|
|
| |||||
|
| current which can result in undesirable arc character- |
|
|
|
|
|
| ||||
|
| istics or nuisance over current protection shutdown |
|
|
|
|
|
| ||||
TOC | TOC | (see Machine Protection section). |
|
| Low |
|
|
|
| |||
As shipped, the |
|
| Hi |
| AMPS | |||||||
| Setting |
| ||||||||||
|
|
|
| |||||||||
|
|
| Setting |
| ||||||||
|
| which maintains constant voltage until the welding |
|
|
|
| ||||||
Section | Master |
|
|
| CC OUTPUT |
|
| |||||
current exceeds a level proportional to the voltage set- |
|
|
|
|
| |||||||
|
|
|
|
|
|
| ||||||
|
| ting, then falls off linearly at about 10 volts per 100 |
|
|
|
|
|
| ||||
to | to | amps to a limited short circuit current. “Lo” current | CC MODE HOT START |
|
| |||||||
limiting provides the same short circuit current, but the |
|
|
|
|
|
| ||||||
Return | Return | Hot start is | ||||||||||
arc voltage begins to linearly fall off at lower current, at | ||||||||||||
|
| |||||||||||
|
| starting. Hot | Start provides an | extra | weld current | |||||||
|
| about 5 volts per 100 amps. |
| |||||||||
|
|
| “boost” at the arc strike which increases with higher | |||||||||
|
| “Hi” is recommended for all CV processes, especially | ||||||||||
|
| current | settings. | This Hot Start | level | exponentially | ||||||
|
| for CV subarc and CV arc gouging, but “Lo” tends to | decays to the weld current setting in a few seconds. | |||||||||
|
| “soften” the arc more when welding NR203Ni 1% on | Adjustment of the Hot Start shouldn’t be necessary, | |||||||||
|
| the | Low | Inductance | is desired, | |||||||
|
| but an unsealed trimmer (R81) is provided on the DC- | ||||||||||
|
| switch | ||||||||||
|
| 655 Control PC Board to adjust hot start. Full counter- | ||||||||||
|
| |||||||||||
|
| clockwise adjustment will reduce Hot Start to zero. | ||||||||||
|
| be switched from up (Hi) position to down (Lo) posi- | ||||||||||
|
|
|
|
|
|
|
| |||||
TOC | TOC | tion. |
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
| Switch #3 is for test |
|
| ||||
Section | Master |
| VOLTS |
|
|
|
|
| ||||
|
| DIP Switch | purposes. Keep down. |
|
| |||||||
|
|
|
|
|
| (as shown) |
| CC Hot Start | ||||
|
|
|
|
|
|
|
|
|
|
| ||
|
| High |
|
|
| 1 | 2 | 3 | 4 |
| Trimmer | |
|
|
|
|
|
|
| ||||||
to | to | Setting | "HI" Current Limit |
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
| |||
Return | Return |
|
| "Lo" Current Limit |
|
|
|
|
|
|
| |
Low |
|
|
| Switch #4 "Hi"CV Current |
|
| ||||||
|
|
|
|
|
|
|
|
|
|
| ||
|
| Setting |
|
| Limit (as shown) |
|
|
|
| |||
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
| Note: See Machine Shutdown section |
| ||||
|
|
|
|
|
|
|
| for use of switch #1 and #2. |
| |||
|
|
|
| CV OUTPUT | AMPS |
|
| |||||
|
|
|
|
|
|
|
|
|
|
| ||
|
| CC MODE ARC FORCE | CC MODE ARC GOUGING | |
|
|
| ||
TOC | TOC | Arc Force provides extra weld current which linearly | The | |
increases as the welding voltage decreases below a | ||||
to 3/8” (10mm) diameter carbons. CC mode gouging | ||||
Section | Master | level determined by the constant current setting. The | bing. | |
cover, adjust Arc Force from “Min” (no current | ||||
|
| Arc Force control knob, located behind the latched | is often preferred over CV mode for cutting control, but | |
|
| some Arc Force may be required to avoid carbon stub- | ||
|
|
| ||
Return to | Return to | increase) to “Max” (about 9A/V increase). |
| |
IDEALARC | ||||
|
| |||