OPERATION
Return to Section TOC
Return to Section TOC
CCmode may also be used for CC submerged arc with appropriate
CV MIG provides a constant voltage output char- acteristic through the 13 to 44 volt range. The volt- age is adjusted within this range by the Output Control dial.
The dynamic characteristics of this mode are ideal for open arc processes including, MIG/MAG (GMAW), Innershield®, and other cored wire (FCAW) processes. Faster travel submerged arc processes and CV air
CV
7.ARC FORCE CONTROL - This control is only func- tional in CC Stick mode. It prevents “stubbing” of the electrode by providing the extra weld current that linearly increases as the welding voltage decreases below a level determined by the setting of the constant current control.
The Arc Force control knob, located behind the latched cover, adjusts arc force from “Min” (no cur- rent increase) to “Max” (higher short circuit current). The “mid” position (#5) is recommended for most CC welding. Refer to the Welding Performance Section.
8.OPTIONAL VOLTMETER & AMMETER - Digital or analog meter kits are available as field installed options. Refer to the Accessories Section of this manual.
9.THERMAL PROTECTION LIGHT ![]() - If the machine overheats due to lack of proper air flow through the machine or due to exceeding the machine’s duty cycle, thermostats will disable the welding output and this light will illuminate. Input power is still applied to the machine and the cool- ing fan will continue to run. When the machine cools the welding output will resume.
- If the machine overheats due to lack of proper air flow through the machine or due to exceeding the machine’s duty cycle, thermostats will disable the welding output and this light will illuminate. Input power is still applied to the machine and the cool- ing fan will continue to run. When the machine cools the welding output will resume.
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
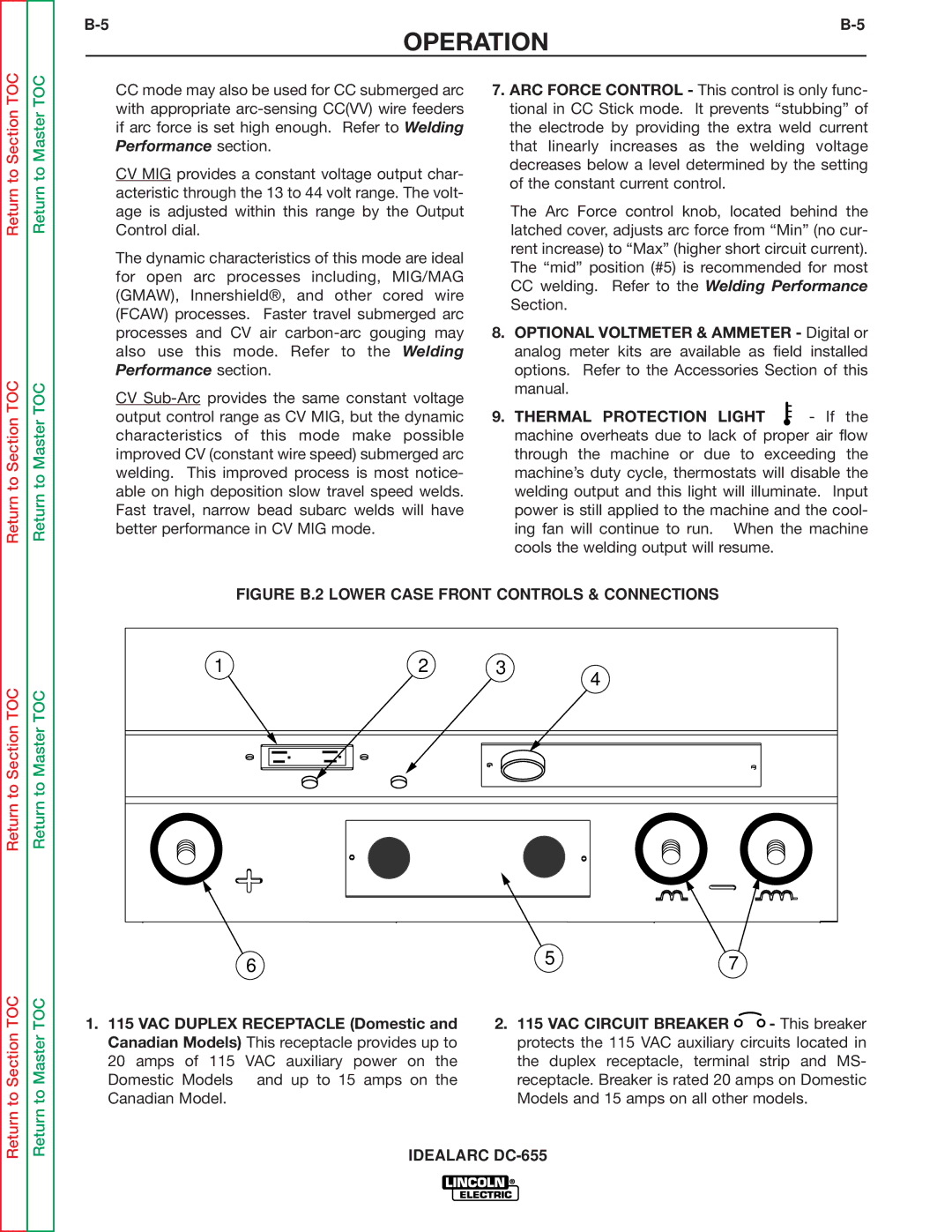
FIGURE B.2 LOWER CASE FRONT CONTROLS & CONNECTIONS
1 | 2 | 3 | 4 |
|
|
| |
6 |
| 5 | 7 |
1. 115 VAC DUPLEX RECEPTACLE (Domestic and | 2. 115 VAC CIRCUIT BREAKER | - This breaker |
Canadian Models) This receptacle provides up to | protects the 115 VAC auxiliary circuits located in | |
20 amps of 115 VAC auxiliary power on the | the duplex receptacle, terminal strip and MS- | |
Domestic Models and up to 15 amps on the | receptacle. Breaker is rated 20 amps on Domestic | |
Canadian Model. | Models and 15 amps on all other models. | |
IDEALARC