Dual Servo Spin Welder User’s Manual
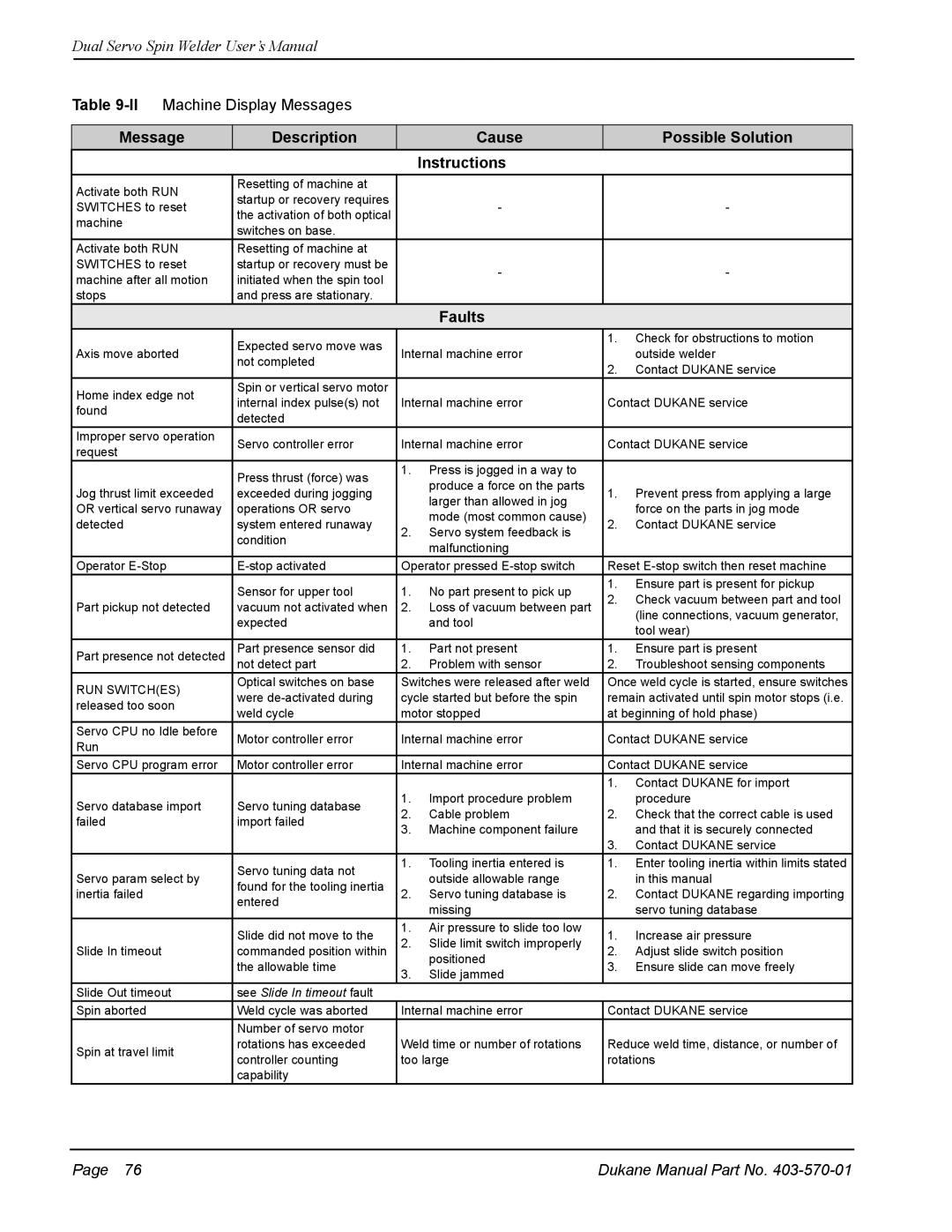
Table | Machine Display Messages |
|
|
|
| ||
|
|
|
|
|
| ||
Message | Description |
| Cause |
| Possible Solution | ||
|
|
|
|
|
|
| |
|
|
|
| Instructions |
|
| |
|
|
|
|
|
|
| |
Activate both RUN | Resetting of machine at |
|
|
|
| ||
startup or recovery requires |
|
|
|
| |||
SWITCHES to reset |
| - |
| - | |||
the activation of both optical |
|
| |||||
machine |
|
|
|
|
| ||
| switches on base.. |
|
|
|
| ||
|
|
|
|
|
| ||
Activate both RUN | Resetting of machine at |
|
|
|
| ||
SWITCHES to reset | startup or recovery must be |
| - |
| - | ||
machine after all motion | initiated when the spin tool |
|
| ||||
|
|
|
| ||||
stops |
| and press are stationary.. |
|
|
|
| |
|
|
|
| Faults |
|
| |
|
| Expected servo move was |
|
| 1. | Check for obstructions to motion | |
Axis move aborted | Internal machine error |
| outside welder | ||||
not completed |
| ||||||
|
|
|
| 2. | Contact DUKANE service | ||
|
|
|
|
| |||
Home index edge not | Spin or vertical servo motor |
|
|
|
| ||
internal index pulse(s) not | Internal machine error | Contact DUKANE service | |||||
found |
| ||||||
| detected |
|
|
|
| ||
|
|
|
|
|
| ||
Improper servo operation | Servo controller error | Internal machine error | Contact DUKANE service | ||||
request |
| ||||||
|
|
|
|
|
| ||
|
| Press thrust (force) was | 1. | Press is jogged in a way to |
|
| |
|
|
| produce a force on the parts |
|
| ||
Jog thrust limit exceeded | exceeded during jogging |
| 1. Prevent press from applying a large | ||||
| larger than allowed in jog | ||||||
OR vertical servo runaway | operations OR servo |
|
| force on the parts in jog mode | |||
| mode (most common cause) |
| |||||
detected |
| system entered runaway |
| 2. | Contact DUKANE service | ||
| 2. | Servo system feedback is | |||||
|
| condition |
|
| |||
|
|
| malfunctioning |
|
| ||
|
|
|
|
|
| ||
Operator | Operator pressed | Reset | |||||
|
| Sensor for upper tool | 1. No part present to pick up | 1. | Ensure part is present for pickup | ||
|
| 2. | Check vacuum between part and tool | ||||
Part pickup not detected | vacuum not activated when | 2. Loss of vacuum between part | |||||
| (line connections, vacuum generator, | ||||||
|
| expected |
| and tool |
| ||
|
|
|
| tool wear) | |||
|
|
|
|
|
| ||
Part presence not detected | Part presence sensor did | 1. | Part not present | 1. Ensure part is present | |||
not detect part | 2. | Problem with sensor | 2. | Troubleshoot sensing components | |||
RUN SWITCH(ES) | Optical switches on base | Switches were released after weld | Once weld cycle is started, ensure switches | ||||
were | cycle started but before the spin | remain activated until spin motor stops (i..e.. | |||||
released too soon | |||||||
weld cycle | motor stopped | at beginning of hold phase) | |||||
|
| ||||||
Servo CPU no Idle before | Motor controller error | Internal machine error | Contact DUKANE service | ||||
Run |
| ||||||
|
|
|
|
|
| ||
Servo CPU program error | Motor controller error | Internal machine error | Contact DUKANE service | ||||
|
|
|
|
| 1. | Contact DUKANE for import | |
Servo database import | Servo tuning database | 1. | Import procedure problem |
| procedure | ||
2. | Cable problem | 2. Check that the correct cable is used | |||||
failed |
| import failed | |||||
| 3. | Machine component failure |
| and that it is securely connected | |||
|
|
|
| ||||
|
|
|
|
| 3. | Contact DUKANE service | |
|
| Servo tuning data not | 1. Tooling inertia entered is | 1. Enter tooling inertia within limits stated | |||
Servo param select by |
| outside allowable range |
| in this manual | |||
found for the tooling inertia |
|
| |||||
inertia failed |
| 2. Servo tuning database is | 2. Contact DUKANE regarding importing | ||||
| entered | ||||||
|
|
| missing |
| servo tuning database | ||
|
|
|
|
| |||
|
| Slide did not move to the | 1. | Air pressure to slide too low | 1. | Increase air pressure | |
|
| 2. | Slide limit switch improperly | ||||
Slide In timeout |
| commanded position within | 2. Adjust slide switch position | ||||
|
| positioned | |||||
|
| the allowable time |
| 3. Ensure slide can move freely | |||
|
| 3. | Slide jammed | ||||
|
|
|
|
| |||
Slide Out timeout | see Slide In timeout fault |
|
|
|
| ||
Spin aborted |
| Weld cycle was aborted | Internal machine error | Contact DUKANE service | |||
|
| Number of servo motor |
|
|
|
| |
Spin at travel limit | rotations has exceeded | Weld time or number of rotations | Reduce weld time, distance, or number of | ||||
controller counting | too large | rotations | |||||
|
| ||||||
|
| capability |
|
|
|
| |
Page 76 | Dukane Manual Part No. |