Section 9 - Troubleshooting
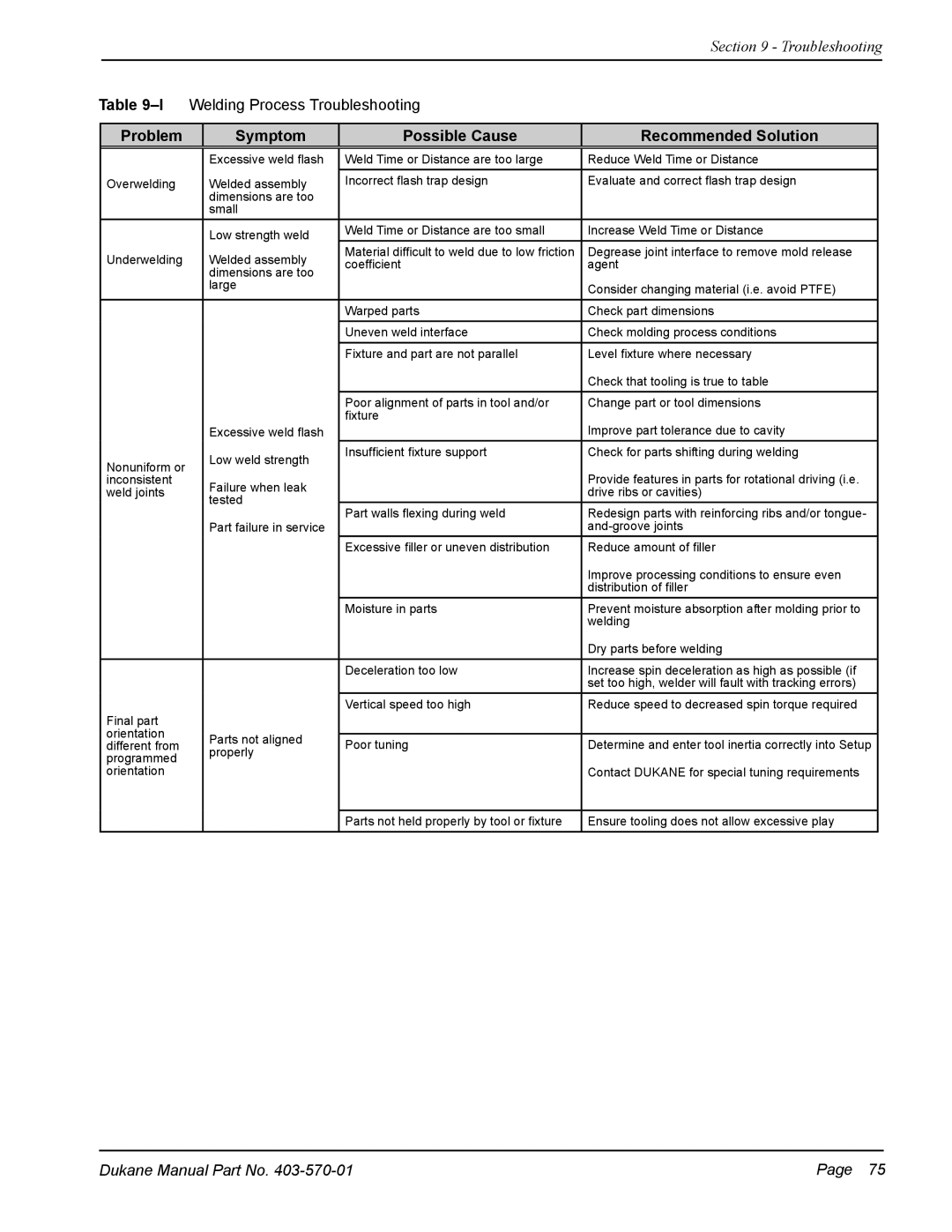
Table
Problem
Symptom
Possible Cause
Recommended Solution
| Excessive weld flash | Weld Time or Distance are too large | Reduce Weld Time or Distance | |
|
|
|
| |
Overwelding | Welded assembly | Incorrect flash trap design | Evaluate and correct flash trap design | |
| dimensions are too |
|
| |
| small |
|
| |
|
|
|
| |
| Low strength weld | Weld Time or Distance are too small | Increase Weld Time or Distance | |
|
|
| ||
Underwelding | Welded assembly | Material difficult to weld due to low friction | Degrease joint interface to remove mold release | |
coefficient | agent | |||
| dimensions are too | |||
|
|
| ||
| large |
| Consider changing material (i..e.. avoid PTFE) | |
|
|
| ||
|
|
|
| |
|
| Warped parts | Check part dimensions | |
|
|
|
| |
|
| Uneven weld interface | Check molding process conditions | |
|
|
|
| |
|
| Fixture and part are not parallel | Level fixture where necessary | |
|
|
| Check that tooling is true to table | |
|
|
|
| |
|
| Poor alignment of parts in tool and/or | Change part or tool dimensions | |
|
| fixture |
| |
| Excessive weld flash |
| Improve part tolerance due to cavity | |
| Low weld strength | Insufficient fixture support | Check for parts shifting during welding | |
Nonuniform or |
|
| ||
|
| Provide features in parts for rotational driving (i..e.. | ||
inconsistent | Failure when leak |
| ||
weld joints |
| drive ribs or cavities) | ||
tested |
| |||
|
|
| ||
| Part walls flexing during weld | Redesign parts with reinforcing ribs and/or tongue- | ||
|
| |||
| Part failure in service |
| ||
|
| Excessive filler or uneven distribution | Reduce amount of filler | |
|
|
| Improve processing conditions to ensure even | |
|
|
| distribution of filler | |
|
|
|
| |
|
| Moisture in parts | Prevent moisture absorption after molding prior to | |
|
|
| welding | |
|
|
| Dry parts before welding | |
|
|
|
| |
|
| Deceleration too low | Increase spin deceleration as high as possible (if | |
|
|
| set too high, welder will fault with tracking errors) | |
|
| Vertical speed too high | Reduce speed to decreased spin torque required | |
Final part |
|
|
| |
orientation | Parts not aligned |
|
| |
Poor tuning | Determine and enter tool inertia correctly into Setup | |||
different from | ||||
properly | ||||
programmed |
|
| ||
|
|
| ||
orientation |
|
| Contact DUKANE for special tuning requirements | |
|
|
|
| |
|
| Parts not held properly by tool or fixture | Ensure tooling does not allow excessive play | |
|
|
|
|
Dukane Manual Part No. | Page 75 |