Dual Servo Spin Welder User’s Manual
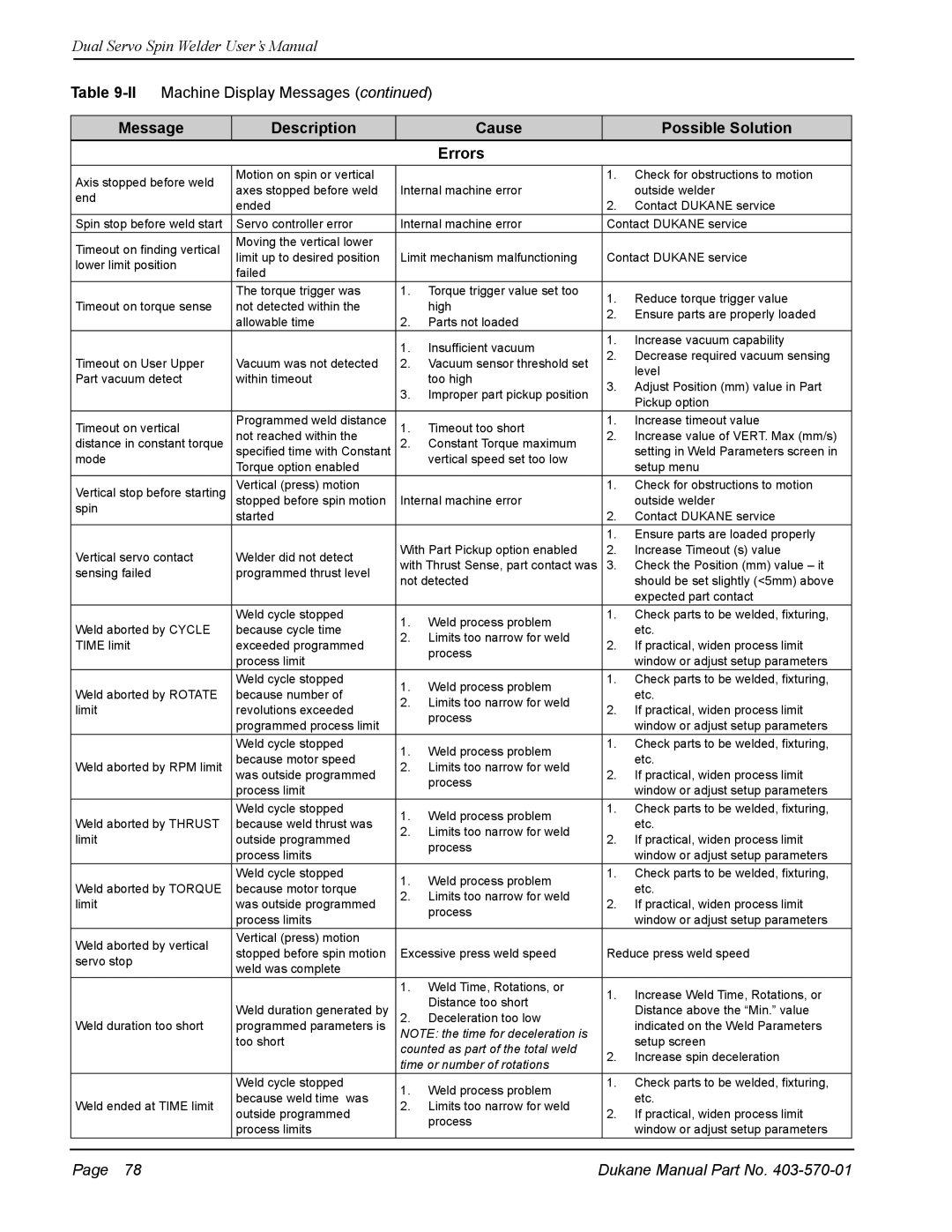
Table | Machine Display Messages (continued) |
|
|
| |||
|
|
|
|
|
|
| |
Message | Description |
| Cause |
| Possible Solution |
| |
|
|
|
|
|
|
|
|
|
|
|
| Errors |
|
|
|
|
|
|
|
|
|
|
|
Axis stopped before weld | Motion on spin or vertical |
|
| 1. | Check for obstructions to motion |
| |
axes stopped before weld | Internal machine error |
| outside welder |
| |||
end |
|
|
| ||||
| ended |
|
| 2. | Contact DUKANE service |
| |
|
|
|
|
| |||
Spin stop before weld start | Servo controller error | Internal machine error | Contact DUKANE service |
| |||
Timeout on finding vertical | Moving the vertical lower |
|
|
|
|
| |
limit up to desired position | Limit mechanism malfunctioning | Contact DUKANE service |
| ||||
lower limit position |
| ||||||
failed |
|
|
|
|
| ||
|
|
|
|
|
|
| |
|
| The torque trigger was | 1. | Torque trigger value set too | 1. | Reduce torque trigger value |
|
Timeout on torque sense | not detected within the |
| high |
| |||
| 2. | Ensure parts are properly loaded |
| ||||
|
| allowable time | 2. | Parts not loaded |
| ||
|
|
|
|
| |||
|
|
| 1. | Insufficient vacuum | 1. | Increase vacuum capability |
|
|
|
| 2. | Decrease required vacuum sensing |
| ||
Timeout on User Upper | Vacuum was not detected | 2. | Vacuum sensor threshold set |
| |||
| level |
| |||||
Part vacuum detect | within timeout |
| too high |
|
| ||
| 3. | Adjust Position (mm) value in Part |
| ||||
|
|
| 3. | Improper part pickup position |
| ||
|
|
|
| Pickup option |
| ||
|
|
|
|
|
|
| |
Timeout on vertical | Programmed weld distance | 1. | Timeout too short | 1. | Increase timeout value |
| |
distance in constant torque | not reached within the | 2. | Constant Torque maximum | 2. | Increase value of VERT.. Max (mm/s) |
| |
specified time with Constant |
| setting in Weld Parameters screen in |
| ||||
mode |
| Torque option enabled |
| vertical speed set too low |
| setup menu |
|
|
|
|
|
|
| ||
Vertical stop before starting | Vertical (press) motion |
|
| 1. | Check for obstructions to motion |
| |
stopped before spin motion | Internal machine error |
| outside welder |
| |||
spin |
| started |
|
| 2. | Contact DUKANE service |
|
|
|
|
|
| |||
|
|
|
|
| 1. | Ensure parts are loaded properly |
|
Vertical servo contact | Welder did not detect | With Part Pickup option enabled | 2. | Increase Timeout (s) value |
| ||
with Thrust Sense, part contact was | 3. | Check the Position (mm) value – it |
| ||||
sensing failed |
| programmed thrust level |
| ||||
| not detected |
| should be set slightly (<5mm) above |
| |||
|
|
|
|
| |||
|
|
|
|
|
| expected part contact |
|
|
| Weld cycle stopped | 1. | Weld process problem | 1. | Check parts to be welded, fixturing, |
|
Weld aborted by CYCLE | because cycle time |
| etc.. |
| |||
2. | Limits too narrow for weld |
|
| ||||
TIME limit |
| exceeded programmed | 2. | If practical, widen process limit |
| ||
|
| process |
| ||||
|
| process limit |
|
| window or adjust setup parameters |
| |
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
| Weld cycle stopped | 1. | Weld process problem | 1. | Check parts to be welded, fixturing, |
|
Weld aborted by ROTATE | because number of |
| etc.. |
| |||
2. | Limits too narrow for weld |
|
| ||||
limit |
| revolutions exceeded | 2. | If practical, widen process limit |
| ||
|
| process |
| ||||
|
| programmed process limit |
|
| window or adjust setup parameters |
| |
|
|
|
|
|
| ||
|
| Weld cycle stopped | 1. | Weld process problem | 1. | Check parts to be welded, fixturing, |
|
|
| because motor speed |
| etc.. |
| ||
Weld aborted by RPM limit | 2. | Limits too narrow for weld |
|
| |||
was outside programmed | 2. | If practical, widen process limit |
| ||||
|
|
| process |
| |||
|
| process limit |
|
| window or adjust setup parameters |
| |
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
| Weld cycle stopped | 1. | Weld process problem | 1. | Check parts to be welded, fixturing, |
|
Weld aborted by THRUST | because weld thrust was |
| etc.. |
| |||
2. | Limits too narrow for weld |
|
| ||||
limit |
| outside programmed | 2. | If practical, widen process limit |
| ||
|
| process |
| ||||
|
| process limits |
|
| window or adjust setup parameters |
| |
|
|
|
|
|
| ||
|
| Weld cycle stopped | 1. | Weld process problem | 1. | Check parts to be welded, fixturing, |
|
Weld aborted by TORQUE | because motor torque |
| etc.. |
| |||
2. | Limits too narrow for weld |
|
| ||||
limit |
| was outside programmed | 2. | If practical, widen process limit |
| ||
|
| process |
| ||||
|
| process limits |
|
| window or adjust setup parameters |
| |
|
|
|
|
|
| ||
Weld aborted by vertical | Vertical (press) motion |
|
|
|
|
| |
stopped before spin motion | Excessive press weld speed | Reduce press weld speed |
| ||||
servo stop |
|
| |||||
| weld was complete |
|
|
|
|
| |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| 1. | Weld Time, Rotations, or | 1. | Increase Weld Time, Rotations, or |
|
|
|
|
| Distance too short |
| ||
|
| Weld duration generated by |
|
| Distance above the “Min..” value |
| |
Weld duration too short | 2. | Deceleration too low |
|
| |||
programmed parameters is | NOTE: the time for deceleration is |
| indicated on the Weld Parameters |
| |||
|
| too short |
| setup screen |
| ||
|
| counted as part of the total weld |
|
| |||
|
|
| 2. | Increase spin deceleration |
| ||
|
|
| time or number of rotations |
| |||
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
| Weld cycle stopped | 1. | Weld process problem | 1. | Check parts to be welded, fixturing, |
|
|
| because weld time was |
| etc.. |
| ||
Weld ended at TIME limit | 2. | Limits too narrow for weld |
|
| |||
outside programmed | 2. | If practical, widen process limit |
| ||||
|
|
| process |
| |||
|
| process limits |
|
| window or adjust setup parameters |
| |
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
Page 78 | Dukane Manual Part No. |