CNC
Page
Page
Controls
Controls
Navigation keys KeyFunction
Axis Jog keys KeyFunction
Arrows
Keyboard Installation
Keyboard Equivalent Key Strokes Function
Alt + c
Manual Information
Message symbols
Viii
Model, Software and Features
CNC model NC software number
Intended place of operation
689
New Functions of Software
Changed Functions of Software
Contents
Xii
Table of Contents
Xiv
Machining Fundamentals
Manual Data Input
Xvi
Tool Data
Xvii
Program Management
Xviii
Programming Canned Cycles, sub-programs
3500i
Probing Cycles
Drawing Programs
Running a Program on the Machine
Xxii
Xxiii
Xxiv
Code Edit, Help, & Advanced Features
Xxv
Advanced Programming
Xxvi
11.5 Four Axis Programming
Introduction
Introduction
ACU-RITE conversational, and G-code formats
Powering Up the CNC Machine
Emergency Stop E-STOP
Stop, Servo Reset, and CNC Shutdown
Activating/Resetting the Servos
Reset the servos as follows
Writing Programs
Screen Navigation
Visual Display Unit
Operating Panel with Touch Screen display
Cursor
Menus, Dialogues, and Forms
Operator Prompts
Main Operating Modes
General Operating Guidelines
Sub Modes
Upper Menu and Status Information Bar
Display Unit
Visual
Machine function buttons
Keyboard
Special Characters
Unit
Additional Buttons
Programming Sliders
Drag Bar
Numeric touch pad
Advanced Function buttons
Calculator
Context Sensitive Help
Using Context Sensitive Help
Button Function
Console Key Pad
Manual Data Input
Operating Mode Screens Main Operating Mode Screens
Display navigation
Program Management Screen
Mode Screens
Draw View
Program Run
TS 220, TS 640 and TS 440 touch trigger probes
Accessories
Touch probes
TT 140 tool touch probe for tool measurement
HR electronic hand wheels
Electronic Edge Finder
Machining Fundamentals
Position encoders and reference marks
Fundamentals of Positioning
Reference system on milling machines
Reference system
Tool axis Principal axis Minor axis
Designation of the axes on milling machines
Polar coordinates
Setting the pole and the angle reference axis
Angle Measurements
Incremental work piece positions
Absolute and incremental work piece positions
Absolute work piece positions
Fixture Offsets
Setting the datum
Fundamentals of Positioning
Manual Machine Positioning
Jog Mode Moves
Overriding the Spindle RPM
Adjusting the Feedrate
Manual Machine Positioning
Manual Data Input
Manual Data Input Screen
Manual Data Input MDI
Overview
Modes set from the Manual Data Input screen
Manual Data Input Mode Settings
Manual Data Input Menu Bar
MDI Menu Page two
Mill Arc manual data input
Manual Data Input Operations
Mill Arc manual data input View
Drill Cycles
Manual Data Input Cycles
Pocket Cycle Example
Rectangular Pocket Cycle data input View
Block History
Code MDI
Zero Axes
MDI Touch Screen Feature Dialogues
Program Preset
Move to Target Location
Tool
Offset
Basic Modals
Feed and Speed
Manual Data Input MDI
MDI Teach
Button Function
Tool Management
Tool Compensation Required Data
Tool Table
Tool Table / Tool Management
Sign for the length difference ΔL
Tool numbers / Tool names
Locating the Tool Table
Tool Table Menu Bar
Editing the tool table
Second Menu Bar
Clearing the current tool table
Clearing an entire line of tool data
Find
Finding a tool using text
Teach, and Teach Program
Clear Feature
Tool Table Structure
Feeds & Speeds Table Structure
Feeds & Speeds Table
Feeds & Speeds Overview
Number
Column Description Tool Number
Tool Diameter
Tool Length
Using the Feeds & Speeds Table
Simulation Tool and Offset Tables
T1 Format Description
Tool Data
Codes, and Tool Activation
Activating Offsets via the Program
Entering Tool Length Offsets in the Tool Table
Tool-Length Offsets
Diameter Offset in Tool Table
Contouring without radius compensation
Tool Radius Compensation
Contouring with radius compensation
Radius compensation Machining corners
Line Perpendicular Entry Move
Ramping into a Compensation Move
Line Tangent Entry Move
Line Arc Tangent Entry Move
Arc Tangent Entry Move
Special Code Temporary Change of Tool Diameter
Path of Tool During Tool Compensation
Tool Compensation Path
Compensation Around Acute Angles
Intersecting Points
General Precautions
Activate Tool Life Management
Fixture Offsets Tool menu
Tool Life Management
Lock, or Unlock a Tool
Replacement Tool RT
Tool Data
Program Management
Program Screen Description
Accessing Program Management
Program Management Introduction
Program Manager Menu Bar
Utility Function Buttons
Display window arrangement
Advanced Folder Filter
Program Manager Functions
Folder Filter
Preview button
Utility Button Functions
Paste Program button
Program Properties
Sorting Folder Contents
Recycle Bin
USB Access
Editing an Existing Part Program
Creating, Editing, & Selecting to Run
Creating a New Part Program
Program selection
Selecting a Program To Run
Conversational Editing
From Draw
Conversational Programming
Getting Started
Direct
101
Program Edit Screen
Program Edit buttons
103
Conversational Data Input Cycles
Milling Button
Milling Feature Buttons
105
More Milling Button
Drill Features Button
107
Pocket Cycles Button
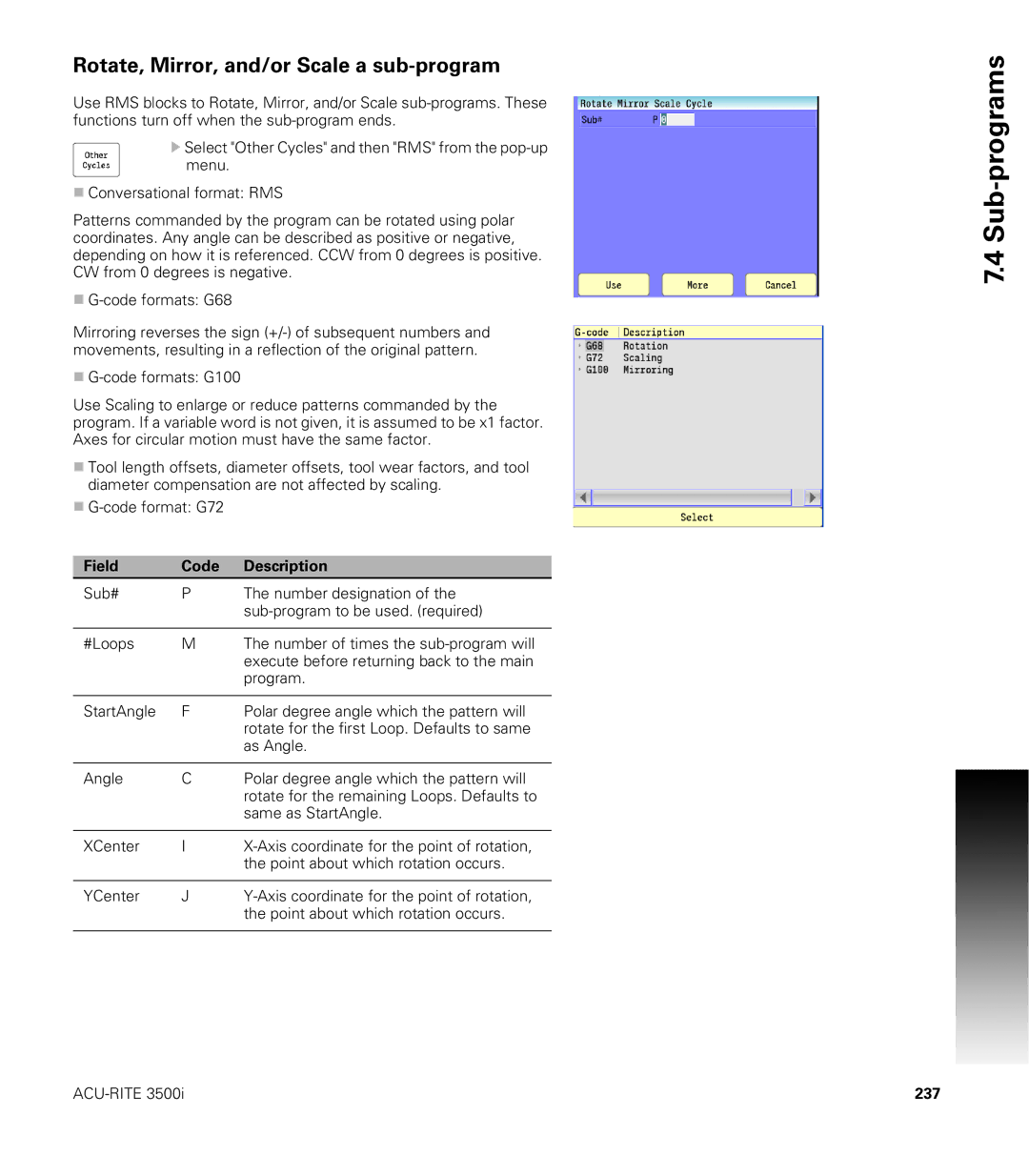
RMS
Other Cycles Button
109
Program Editing
Mark a program block
Unmark a block, or blocks
Inserting a program block
Deleting a program block
111
Canceling edits to a program block
Copy/Paste Blocks in a program
Moving Blocks in a program
Editing an existing block
Restore edits to a program block
113
Program Text Editing
Find Specific Text or Code in a program
Preview Side Bar Menu
Program Edit Preview
115
Preview Features Menu
Program / Display Relation
Programming Canned Cycles, sub-programs
Line-to-Line Corner Rounding
Explaining Basic Cycles
Round/Chamfer
Corner Rounding
119
Line-to-Arc Corner Rounding
Arc-to-Arc Corner Rounding
Chamfering
Field Code Description
Rapid
Rapid Move
Rapid Move EndPoint
121
Rapid Move Angle and Radius
Rapid Move Angle
Rapid Move Radius
Rapid Move Angle and Y
123
Line
Rapid Move Radius and Y
Line Move
Line Move EndPoint
125
Line Move Angle and Radius
Line Move Angle
Line Move Radius
Line Move Angle and Y
127
Line Move Radius and Y
Arc Move
Arc
129
Arc Move Radius and EndPoint
Arc Move Center and EndPoint
131
Arc Move Center and Angle
Using Arc Center and EndPoint to create a circle
133
Dwell
Plane Selection
135
Reference Point Return
Fixture Offset Work Coordinate System Select
137
Dimension Abs/Inc
Unit Inch/MM
Absolute Zero Set
139
Block Form
Temporary Path Tolerance
141
System Data
FeedRate 4th-Axis
FeedRate
143
Spindle RPM
Functions
Tool Definition and Activation
145
Repeat Blocks
Block Description
0000
147
Canned Cycles
Canned Cycles
Basic Drill Cycle
Drilling Cycles
Drilling, Tapping, and Boring
149
Counterbore Drill Cycle
Peck Drill Cycle
Tapping Cycle
151
Boring Bidirectional Cycle
Boring Unidirectional Cycle
Chip Break Cycle
153
Flat Bottom Boring Cycle
Drill Bolt Hole Cycle
155
Drill Pattern Cycle
Mill Cycle
Milling Cycles
157
EndMill Cycle
159
Face Mill Cycle
160
161
Hole Mill Cycle
Thread Mill Cycle
163
164
165
Circular Profile Cycle
166
167
Rectangular Profile Cycle
168
169
Pocket Cycles
Pocket Cycle Overview
Draft Angle Pocket Cycle
171
Rectangular Pocket Cycle
173
Circular Pocket Cycle
175
Plunge Rectangular Pocket Cycle
177
Plunge Circular Pocket Cycle
179
Frame Pocket Cycle
181
Ring Pocket Cycle
183
Slot Cycle
185
Circular Slot Cycle
187
Irregular Pocket Cycle
189
Islands
191
Bottom Finish
Side Finish
193
Engraving Cycles
Programming the Engrave Cycle
194
195
Programming the Arc Engrave Cycle
’clock position. Optional
197
Probing Cycles
Tool, and Spindle Probe cycles
Tool Probe Cycles
199
Tool Probe Calibration Cycle
200
201
Tool Length and Diameter Offset Preset
202
203
To use the automatic tool preset
205
206
207
Manual Tool-Length Offset Preset
209
210
211
Manual Tool Diameter Measure for Special Tools
212
213
Tool Breakage, Length and Diameter Wear Detection
215
216
217
Spindle Probe Settings
Spindle Probe
Spindle Probe Cycles
Spindle Probe Calibration Cycle
219
Edge Finding
221
Outside Corner Finding
222
223
Inside Corner Finding
224
225
Inside/Outside Boss/Hole Finding
226
227
Inside/Outside Web Finding
228
229
Protected Probe Positioning
Skew Compensation
231
232
233
Using the Z Work Offset Update Feature
Ending the Main Program
Sub-programs
Sub-program information
Overview
235
Defining a sub-program
Ending a sub-program
Calling a sub-program
Looping a sub-program
237
Rotate, Mirror, and/or Scale a sub-program
238
239
Pocket and Islands example
Pocket/Island example
240
241
242
243
244
245
246
247
248
249
250
251
252
Drawing Programs
Viewing Programs
Draw
255
Starting Draw
View Options Menu
257
Adjust View Menu
Zoom
Adjust Block Form
259
Rotate Drawing View
Pan Drawing View
Line View Adjustments
261
Draw Options
Sim Tools
Running a Program on the Machine
Modes of Programmed Operation
Auto mode
Running a program
265
Clearing a Messages
Starting a program
Pause, or Stop a running program
Single Step
267
Block Search
Select a Starting Block
Using Draw with running programs
269
Program
Program Status Area
Running
Parts Counter
271
Program Run Timers
Accessing the Tool Table
Key Name Function
Axis Jog keys
273
In-Program Axis Jogging
274 Running a Program on the Machine
CAM Programming
CAM Programming
CAM Mode
Recommended CAM Programming Sequence
Geometry and Shapes
CAM Mode Mouse Operations
Graphics Area 2D View Refer to Viewing Tools
Graphics Area 3D Tool Path Views Refer to Viewing Tools
279
CAM Mode Screen
Activating CAM Mode
Geometry Toolbar buttons Button Function
CAM Mode buttons
Creating a New Program
281
Point Tool buttons
Point Editing
Line Tool buttons
283
Editing a Line
Circle Editing
Circle Tool buttons
285
Shape Tool buttons
Tool Path Buttons
287
Tool Path Data Input
Quick Coordinate Entry
Job Setup Basic tab
Spindle Direction
Tool Action
Coolant
Job Setup Advanced tab
Comment Tab
Block Form Basic tab
Drilling Cycle
295
Drill Cycle Boring Unidirectional
Drill Cycle Chip Break
Drill Cycle Flat Bottom Boring
Basic tab
Drilling dialogue
297
Setup tab
Bolt Hole tab
Comment tab
Pattern tab
299
Mill Cycle
Tool Enter the tool number to use for the cycle
301
Pocket Cycle
302 CAM Programming
303
Pocket Finish Cycles
Bottom tab
Side tab
Adding a Machining Side
305
Engraving Cycle
Adding a Program Directive
Program Directive
307
Modifying Toolbar
Modifying Tools Buttons Button Function
Viewing Tool Buttons Button Function
Viewing Tools
309
CAM Mode buttons
CAM Tool Buttons Button Function
Layers button
311
CAM Setup
Selection tab
Output tab
Tool Table tab
Display tab
313
View Buttons
Defining Geometry
Geometry
315
Completing the Geometry
316 CAM Programming
317
Finalizing the geometry
Creating the shape
Importing a DXF File
DXF Import Feature
DXF Entities Supported
DXF Entities Not Supported
Chamfer inserting
Modifying Tools
Corner Radius inserting
321
Trimming Geometry
Delete button
Properties button
Moving a Shape
Shapes
Copying a Shape
323
Tool Table
Chip Load Finish
Tool Table Parameters
Number of Teeth
Chip Load Rough
325
Setting up the Tool Table
Importing a Tool Table
Exporting a Tool Table
Tool Path Verification
Creating a Tool Path in CAM Mode
Tool Paths
327
Tool Path Editing
Use Existing Shape
Arranging Tool Paths Sequence
Editing a Tool Path
Disabling, and Enabling Tool Paths
Deleting Tool Paths
Files Created
CAM Mode file types Program generated by CAM
10.1
Smart Programming
Exercise One
CAM Example
331
Connecting the Geometry
333
334 CAM Programming
335
Creating the tool paths
336 CAM Programming
337
338 CAM Programming
339
Example Two
Create Circle Geometry
340 CAM Programming
341
Create Line Geometry
342 CAM Programming
343
Programming
344 CAM Programming
345
346 CAM Programming
347
348 CAM Programming
Code Edit, Help, & Advanced Features
Code Program Editing
Activating Edit Mode
351
When editing a program, the following buttons are available
353
Edit Features menu
354
355
Delete a Character
357
358
359
Inserting Text
Overwriting Text
360
361
Replace Specific Text, or Code in a program
Preview Features
363
Edit Help Preview
Code
Code and M-Code Definitions
Exact Stop Mode OFF. Modal Contouring Mode. De-activates
Shifts the location of Absolute Zero to a preset location.
Contouring Mode OFF. Modal Exact Stop Check. Activates
In-Position Mode
G80
367
End Mill Cycle
Code Definition
369
Typing in Address Words
Typing in M-Codes
Activating Edit Help
Edit Help
371
Help Graphic Screens
372
373
Basic Modal Functions
Multi -Segment Blocks
Drilling Cycles
Arcs
375
Pocket Cycles
Milling and Profiles
Spindle Probing
Rotation, Scaling, and Mirroring
377
Tool Probing
Tool Radius Compensation
Other G Functions
379
All M Functions
Basic M Functions
Cooling, Cleaning, and Lubrication
381
Spindle Functions
Tool Change
Code Function
Code Function Spindle Speed Commands spindle speeds S
Advanced Programming
Miscellaneous M-Code
383
Control M Codes
Order of Execution
385
In-Position Mode Exact Stop Check
Contouring Mode Cutting Mode
Programming Non-modal Exact Stop
Move Reference from Machine Datum
Setting Stroke Limit
Return from Reference Point
387
Modifiers
Block Separators
Modifier Function
Temporary Format T1 D.5500 L-1.1000
Tool Offset Modification
389
Tool Modification Programming Example
Block #
O1 * SUBPGM-1
391
Expressions and Functions
Operators and Functions Expression
Expression Function
393
Examples Ref. Example
394
395
System Variables
Variable Description
User Variables
397
Variable Programming Parametric
Block Skip
Example N11 #1000 = 1 *Note 0=OFF, 1=ON
Example N11 #1002 = 1 *Note 0=OFF, 1=ON
Select Block Skip
399
Contents of Variables Print
Parameters and Variable Registers
Setting and Direct Transfer Variables
401
Indirect Transfer
Storing Result of Computation
403
Variable Programming Examples
SET Loop Number 1 IN. DP
405
#111 = 0 * SET Side CUT Increment to
407
User Macros G65, G66, G67
Format # Function
Macro Body Structure
409
Setting and Passing Parameters
O99 * WINDOW-MACRO-CALL
G65 Macro Programming, Main
411
G65 Macro Programming, Macro sub-program
O101 * SLOTCALL.G
G66/G67 Macro Programming
413
SLOTMAC.G Program
11.4
415
Macro Programming Hole Milling Macro
X1.5 Y0 * Move to Hole Center G1 Z-.5 * Move Z to Depth
417
G64 * Contouring Mode IF#70 then * COUNTER-CLOCKWISE
419
Probe Move G31
421
Conditional Statements
If Goto
423
Unconditional Loop Repeat
Short Form Addressing
Command Abbreviation
425
Statement Symbol True/false Table
Logical and Comparative Terms
Inequality Operators Not
427
File Inclusion
TOOLCHNG.G
429
Rotary
Four Axis Programming
Axis Type
Linear
431
Rotary Axis Programming Conventions
Programming Examples
T1 *#3 Centerdrill
433
O1 * Groove
T1 * Special THD-TOOLS3500
Software Update
Updating System Software
Software Update
Procedure for updating the software
Off-Line Software
System Requirements
13.1 3500i Off-Line Software
Off-Line Simulator
439
Installation
Operation
Updating
440
441
Index
442
MDI
443
444
Page
770530-25 Ver 2014