Return to Section TOC Return to Master TOC
Return to Section TOC Return to Master TOC
Return to Section TOC Return to Master TOC
Return to Section TOC Return to Master TOC
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| OPERATION | |||||||||||
INTERNAL SET UP CONTROLS |
|
|
|
|
| • Switch #7 Arc Force Level(codes below 11000)– | |||||||||||||||||||||||||||||||||||||||||||||||
Precision TIG 275 models which have an Advanced |
| Prevents "stubbing" of the electrode by providing | |||||||||||||||||||||||||||||||||||||||||||||||||||
| extra output current if the arc voltage drops below | ||||||||||||||||||||||||||||||||||||||||||||||||||||
Panel |
| the level required to sustain the welding arc. High | |||||||||||||||||||||||||||||||||||||||||||||||||||
additional control features which are set up using the |
| (+65%) and Low (+12%) factory set levels are | |||||||||||||||||||||||||||||||||||||||||||||||||||
DIP Switch (S1) provided on the internal panel of this |
| selectable which are good for most stick welding | |||||||||||||||||||||||||||||||||||||||||||||||||||
option. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ON | applications. |
| ||||
Access to this internal panel is obtained by removing | – Higher for a "crisper" arc, often desired for 6010 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
the two screws securing the top corners of the |
| type electrodes. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
Precision TIG front control panel and swinging the con- | OFF – Lower Arc Force (as shipped) for a "softer" arc | ||||||||||||||||||||||||||||||||||||||||||||||||||||
trol panel down to reveal the panel mounted on the sur- |
| with 7018 or general type electrodes. | |||||||||||||||||||||||||||||||||||||||||||||||||||
face of the Precision TIG Control board: |
|
|
|
|
| • Switch #6 & #7 - Not functional | on codes | ||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| above 11000 - See item 7a for | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| CAUTION |
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| adjustment of Hot Start and | |||||||||
• THE CONTROL BOARDS CONTAIN STATIC SEN- |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arc Force |
| |||||||||||||||||||||||||||||||||||||||||||||||||||
| SITIVE COMPONENTS |
|
|
|
|
| • Switch #8 - (NOT CURRENTLY FUNCTIONAL) | ||||||||||||||||||||||||||||||||||||||||||||||
• To avoid possible damage to these components | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| be sure to ground yourself by touching the |
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||
| machineʼs sheet metal while handling or making | TIG WELDING FEATURES |
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| settings on the internal control box components. | The following DIP switch feature selections function | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
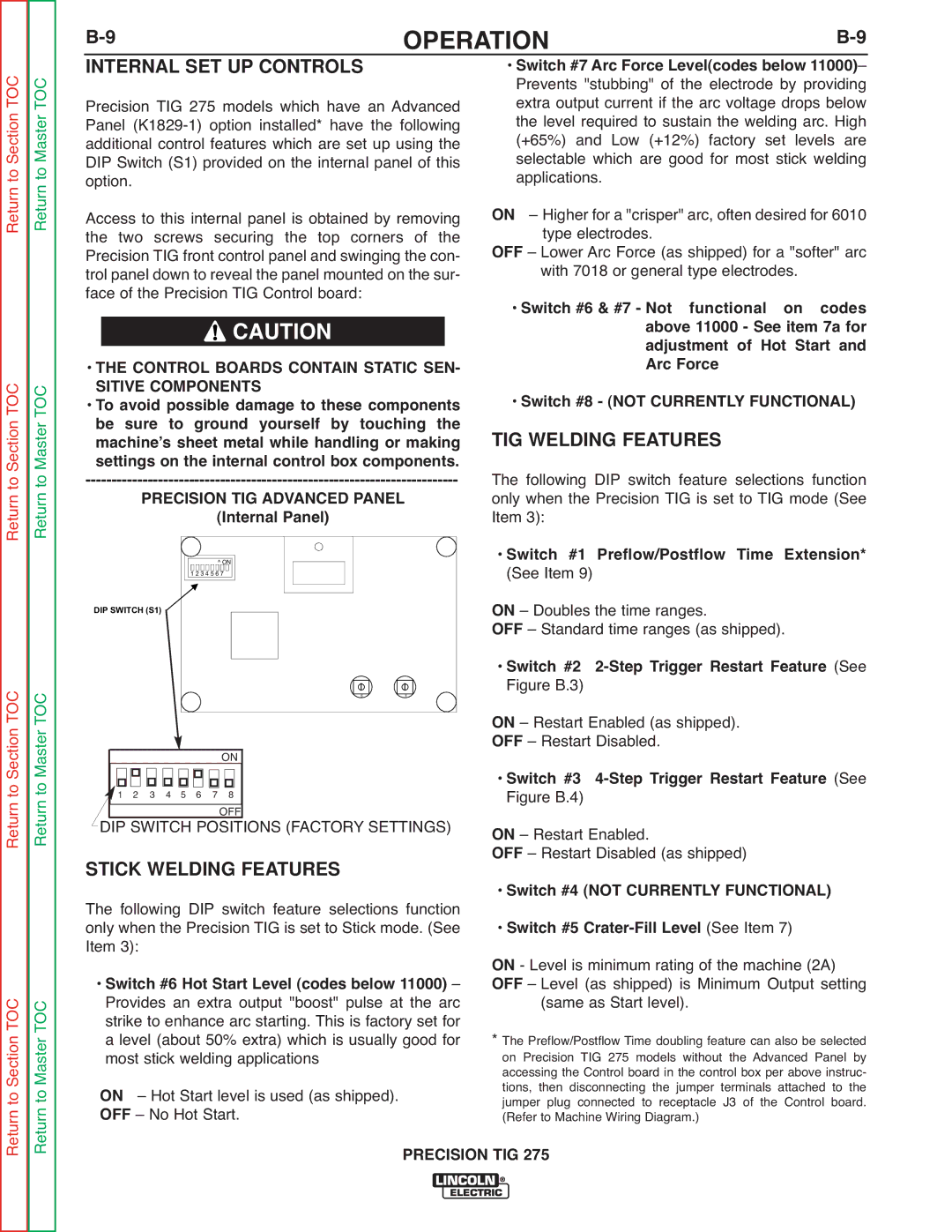
| PRECISION TIG ADVANCED PANEL | only when the Precision TIG is set to TIG mode (See | ||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| (Internal Panel) |
|
|
|
|
| Item 3): |
| |||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| • Switch #1 Preflow/Postflow Time | Extension* | ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ^ ON |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
| 1 |
|
|
| 2 |
|
|
| 3 |
|
|
| 4 |
|
|
| 5 |
|
|
| 6 |
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| (See Item 9) |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
| DIP SWITCH (S1) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ON | – Doubles the time ranges. |
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| OFF – Standard time ranges (as shipped). | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| • Switch #2 | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| HOT START |
|
|
| Figure B.3) |
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| F |
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ARC FORCE |
| ON – Restart Enabled (as shipped). |
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ON |
|
|
|
|
|
|
|
|
|
|
|
| OFF – Restart Disabled. |
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| • Switch #3 | |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
| 1 | 2 | 3 | 4 | 5 | 6 |
|
|
|
|
|
| 7 | 8 |
|
|
|
|
|
|
|
|
|
|
|
|
| Figure B.4) |
| |||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| OFF |
| IONS (FACTORY SETTINGS) |
| |||||||||||||||||
|
| DIP SWITCH POSIT |
| ON | – Restart Enabled. |
| |||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| OFF – Restart Disabled (as shipped) |
| |
STICK WELDING FEATURES |
|
|
|
|
| • Switch #4 (NOT CURRENTLY FUNCTIONAL) | |||||||||||||||||||||||||||||||||||||||||||||||
The following DIP switch feature selections function | |||||||||||||||||||||||||||||||||||||||||||||||||||||
only when the Precision TIG is set to Stick mode. (See | • Switch #5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||
Item 3): |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ON | - Level is minimum rating of the machine (2A) | ||||||
| • Switch #6 Hot Start Level (codes below 11000) – | OFF – Level (as shipped) is Minimum Output setting | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Provides an extra output "boost" pulse at the arc |
| (same as Start level). |
| |||||||||||||||||||||||||||||||||||||||||||||||
|
|
| strike to enhance arc starting. This is factory set for | * The Preflow/Postflow Time doubling feature can also be selected | |||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| a level (about 50% extra) which is usually good for | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| most stick welding applications |
|
|
|
|
| on Precision TIG 275 models without the Advanced Panel by | ||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
| accessing the Control board in the control box per above instruc- | |||||||||||||||||||||||||||||||||||||||||||||
|
| ON – Hot Start level is used (as shipped). | tions, then disconnecting the jumper terminals attached to the | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
| jumper plug connected to receptacle J3 of the Control board. | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
| OFF | – No Hot Start. |
|
|
|
|
| (Refer to Machine Wiring Diagram.) |
| |||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PRECISION TIG 275 |
| |||||