TOC TOC
THEORY OF OPERATION |
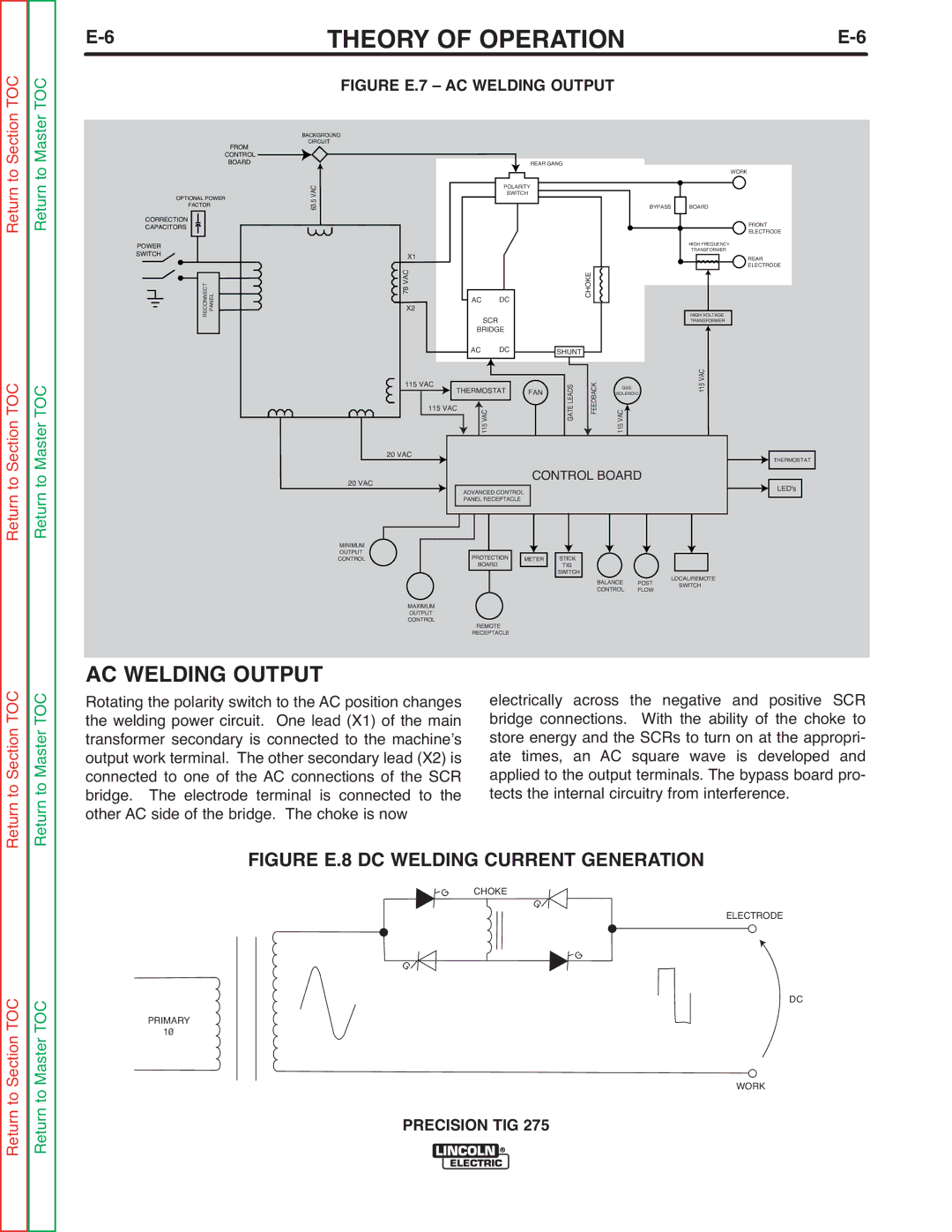
FIGURE E.7 – AC WELDING OUTPUT
Return to Section Return to Master
FROM
CONTROL
BOARD
OPTIONAL POWER
CORRECTIONFACTOR
CAPACITORS
POWER
SWITCH
PANEL
RECONNECT
BACKGROUND
CIRCUIT
63.5 VAC
|
|
| REAR GANG |
| WORK |
|
| POLARITY |
|
| |
|
|
|
|
| |
|
| SWITCH | BYPASS | BOARD |
|
|
|
| FRONT | ||
|
|
|
|
| |
|
|
|
| HIGH FREQUENCY | ELECTRODE |
X1 |
|
|
|
| |
|
|
| TRANSFORMER | REAR | |
78 VAC |
|
| CHOKE |
| ELECTRODE |
AC | DC |
|
| ||
X2 |
|
|
| ||
SCR |
|
| HIGH VOLTAGE |
| |
|
|
| TRANSFORMER |
| |
| BRIDGE |
|
|
| |
| AC | DC | SHUNT |
|
|
Return to Section TOC Return to Master TOC
115 VAC THERMOSTAT
115 VAC ![]()
![]() VAC115
VAC115
20 VAC
20 VAC
LEADSGATE | FEEDBACK | GAS |
VAC | ||
FAN |
| SOLENOID |
|
| 115 |
CONTROL BOARD
115 VAC
THERMOSTAT
LED's
Return to Section TOC Return to Master TOC
MINIMUM |
|
|
|
|
|
|
OUTPUT | PROTECTION | METER | STICK |
|
|
|
CONTROL |
|
|
| |||
| BOARD |
| TIG |
|
|
|
|
|
| SWITCH | BALANCE | POST | LOCAL/REMOTE |
|
|
|
| CONTROL | FLOW | SWITCH |
MAXIMUM
OUTPUT
CONTROL
AC WELDING OUTPUT
Rotating the polarity switch to the AC position changes the welding power circuit. One lead (X1) of the main transformer secondary is connected to the machineʼs output work terminal. The other secondary lead (X2) is connected to one of the AC connections of the SCR bridge. The electrode terminal is connected to the other AC side of the bridge. The choke is now
FIGURE E.8 DC WELDING CURRENT GENERATION
G | CHOKE | G | ELECTRODE |
|
| ||
|
|
| |
G |
|
| G |
|
|
|
Section TOC Master TOC
PRIMARY 10
DC
Return to Return to
WORK
PRECISION TIG 275