TOC TOC
THEORY OF OPERATION |
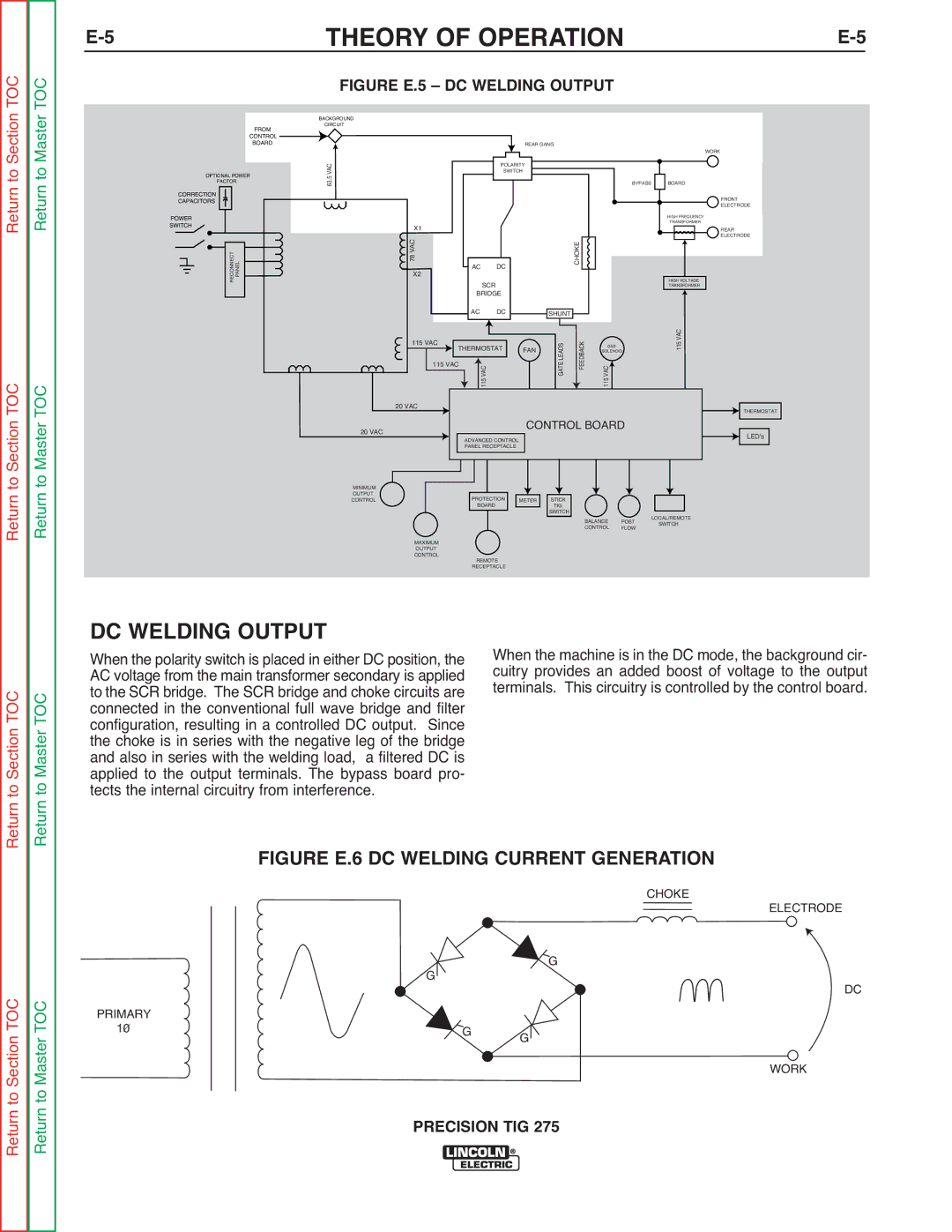
FIGURE E.5 – DC WELDING OUTPUT
Return to Section Return to Master
FROM
CONTROL
BOARD
OPTIONAL POWER
CORRECTIONFACTOR
CAPACITORS
POWER
BACKGROUND
CIRCUIT
63.5 VAC
REAR GANG | WORK |
|
POLARITY
SWITCH
BYPASS BOARD
FRONT ELECTRODE
HIGH FREQUENCY
SWITCH
PANEL
RECONNECT
X1
VAC78 X2
AC | DC | CHOKE |
| ||
| SCR |
|
BRIDGE |
| |
AC | DC | SHUNT |
TRANSFORMER
HIGH VOLTAGE TRANSFORMER
REAR ELECTRODE
115 VAC |
|
|
|
|
|
|
|
| GAS | VAC | ||
|
|
|
|
|
|
|
| FAN |
|
|
| |
|
|
|
| THERMOSTAT | GATELEADS FEEDBACK | SOLENOID | 115 | |||||
|
|
|
| |||||||||
|
|
|
|
|
| VAC |
| VAC |
| |||
| 115 VAC |
|
|
|
| 115 |
| |||||
|
|
|
|
| 115 |
|
|
|
|
| ||
|
|
|
|
|
|
|
| |||||
20 VAC
20 VAC
MINIMUM
OUTPUT
CONTROL
MAXIMUM
OUTPUT
CONTROL
|
|
|
| CONTROL BOARD |
|
|
|
| |||||||||||||
|
| ADVANCED CONTROL |
|
|
|
|
| ||||||||||||||
|
| PANEL RECEPTACLE |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PROTECTION |
|
| METER |
| STICK |
|
|
|
|
|
|
|
| |||||
|
|
|
| BOARD |
|
|
|
|
|
| TIG |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
| SWITCH |
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
| BALANCE | POST | LOCAL/REMOTE | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| CONTROL | FLOW |
| SWITCH | ||||
REMOTE
RECEPTACLE
THERMOSTAT
LED's
Return to Section TOC Return to Master TOC
to Section TOC to Master TOC
DC WELDING OUTPUT
When the polarity switch is placed in either DC position, the AC voltage from the main transformer secondary is applied to the SCR bridge. The SCR bridge and choke circuits are connected in the conventional full wave bridge and filter configuration, resulting in a controlled DC output. Since the choke is in series with the negative leg of the bridge and also in series with the welding load, a filtered DC is applied to the output terminals. The bypass board pro- tects the internal circuitry from interference.
When the machine is in the DC mode, the background cir- cuitry provides an added boost of voltage to the output terminals. This circuitry is controlled by the control board.
Return Return
FIGURE E.6 DC WELDING CURRENT GENERATION
CHOKEELECTRODE
TOC TOC
PRIMARY 10
G
![]()
![]() G
G
![]() G G
G G
DC
Return to Section Return to Master
WORK
PRECISION TIG 275