Section 2 Main Screen Features 19
Fast - Sets the jog rate to the fast jog rate specified in the Feedrate/Ramping Setup dialog box.
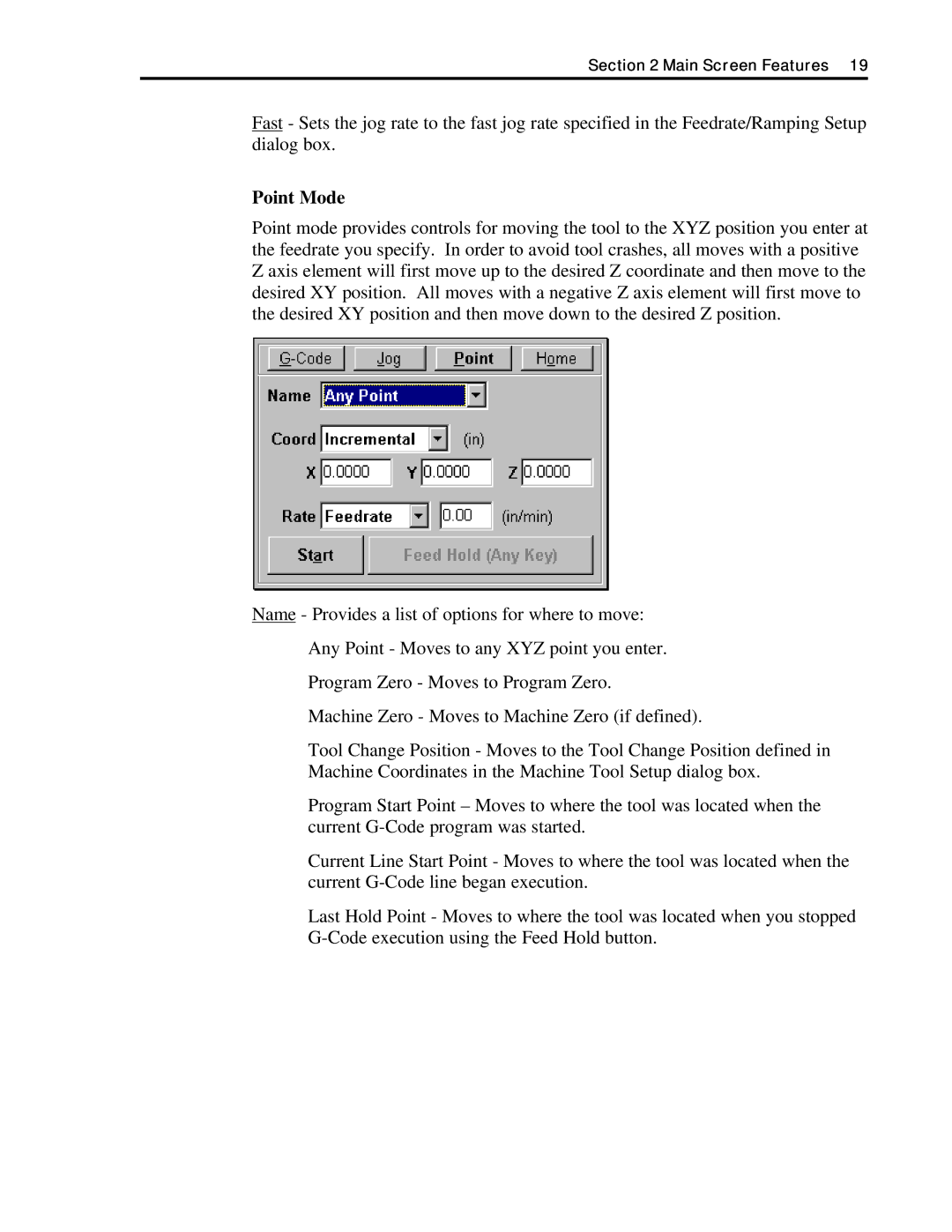
Point Mode
Point mode provides controls for moving the tool to the XYZ position you enter at the feedrate you specify. In order to avoid tool crashes, all moves with a positive Z axis element will first move up to the desired Z coordinate and then move to the desired XY position. All moves with a negative Z axis element will first move to the desired XY position and then move down to the desired Z position.
Name - Provides a list of options for where to move:
Any Point - Moves to any XYZ point you enter.
Program Zero - Moves to Program Zero.
Machine Zero - Moves to Machine Zero (if defined).
Tool Change Position - Moves to the Tool Change Position defined in Machine Coordinates in the Machine Tool Setup dialog box.
Program Start Point – Moves to where the tool was located when the current
Current Line Start Point - Moves to where the tool was located when the current
Last Hold Point - Moves to where the tool was located when you stopped