18 | Section 2 Main Screen Features |
program had been stopped in the middle of a
Feed Hold Button - Stops execution of the
Jog Mode
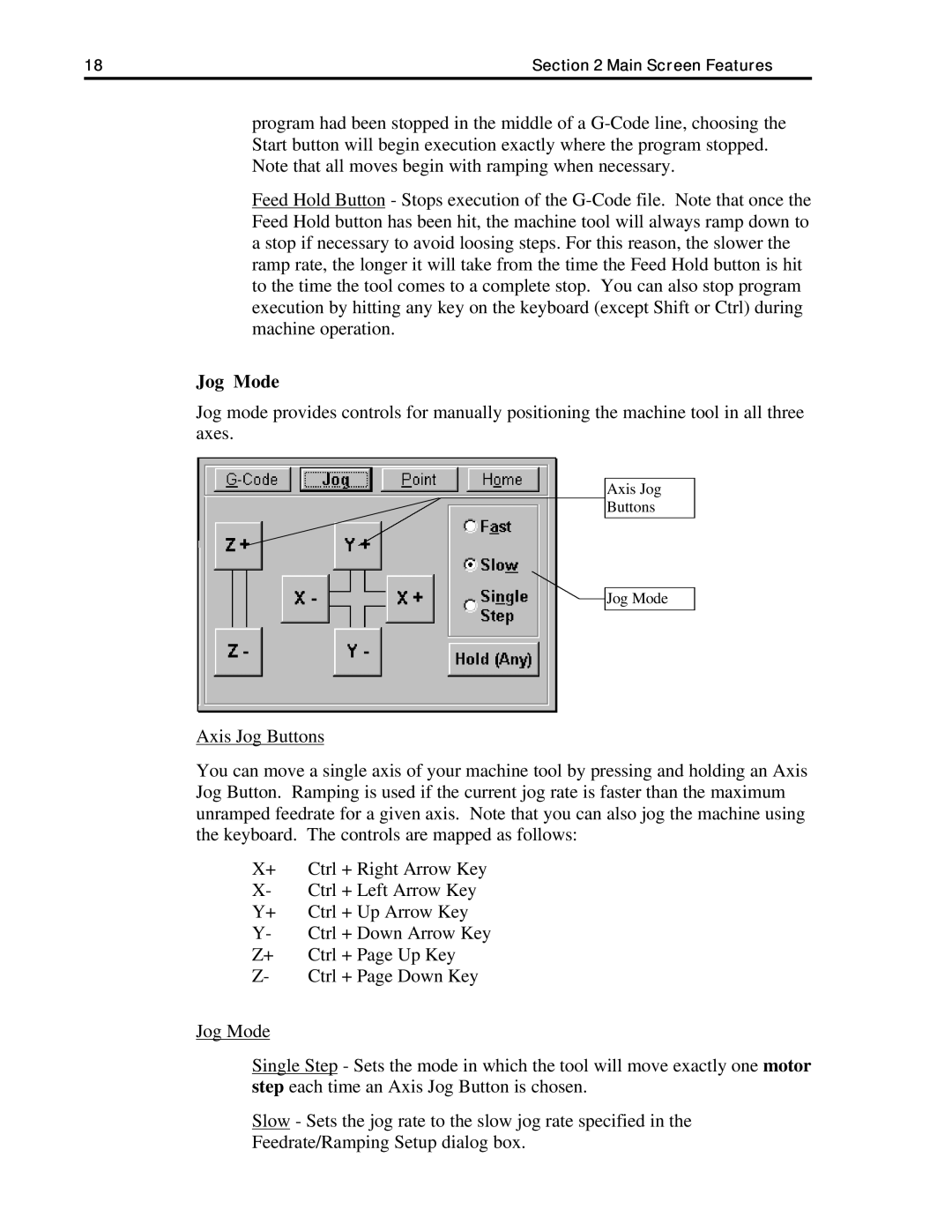
Jog mode provides controls for manually positioning the machine tool in all three axes.
Axis Jog
Buttons
Jog Mode
Axis Jog Buttons
You can move a single axis of your machine tool by pressing and holding an Axis Jog Button. Ramping is used if the current jog rate is faster than the maximum unramped feedrate for a given axis. Note that you can also jog the machine using the keyboard. The controls are mapped as follows:
X+ | Ctrl + Right Arrow Key |
X- | Ctrl + Left Arrow Key |
Y+ | Ctrl + Up Arrow Key |
Y- | Ctrl + Down Arrow Key |
Z+ | Ctrl + Page Up Key |
Z- | Ctrl + Page Down Key |
Jog Mode
Single Step - Sets the mode in which the tool will move exactly one motor step each time an Axis Jog Button is chosen.
Slow - Sets the jog rate to the slow jog rate specified in the
Feedrate/Ramping Setup dialog box.