Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
INSTALLATION
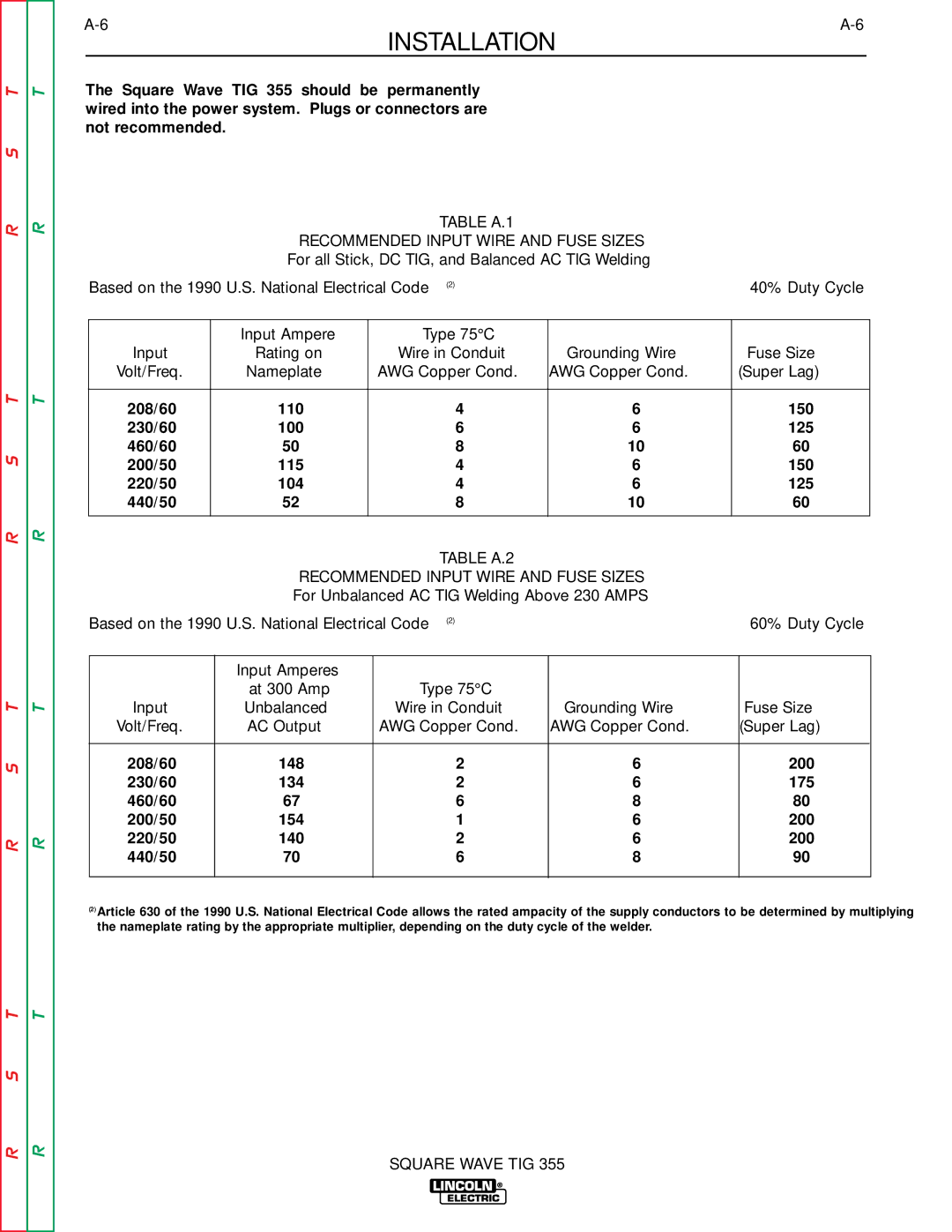
The Square Wave TIG 355 should be permanently wired into the power system. Plugs or connectors are not recommended.
TABLE A.1
RECOMMENDED INPUT WIRE AND FUSE SIZES
For all Stick, DC TIG, and Balanced AC TIG Welding
Based on the 1990 U.S. National Electrical Code(2) |
| 40% Duty Cycle | ||
|
|
|
|
|
| Input Ampere | Type 75°C |
|
|
Input | Rating on | Wire in Conduit | Grounding Wire | Fuse Size |
Volt/Freq. | Nameplate | AWG Copper Cond. | AWG Copper Cond. | (Super Lag) |
|
|
|
|
|
208/60 | 110 | 4 | 6 | 150 |
230/60 | 100 | 6 | 6 | 125 |
460/60 | 50 | 8 | 10 | 60 |
200/50 | 115 | 4 | 6 | 150 |
220/50 | 104 | 4 | 6 | 125 |
440/50 | 52 | 8 | 10 | 60 |
|
|
|
|
|
TABLE A.2
RECOMMENDED INPUT WIRE AND FUSE SIZES
For Unbalanced AC TIG Welding Above 230 AMPS
Based on the 1990 U.S. National Electrical Code(2) |
| 60% Duty Cycle | ||
|
|
|
|
|
| Input Amperes |
|
|
|
| at 300 Amp | Type 75°C |
|
|
Input | Unbalanced | Wire in Conduit | Grounding Wire | Fuse Size |
Volt/Freq. | AC Output | AWG Copper Cond. | AWG Copper Cond. | (Super Lag) |
|
|
|
|
|
208/60 | 148 | 2 | 6 | 200 |
230/60 | 134 | 2 | 6 | 175 |
460/60 | 67 | 6 | 8 | 80 |
200/50 | 154 | 1 | 6 | 200 |
220/50 | 140 | 2 | 6 | 200 |
440/50 | 70 | 6 | 8 | 90 |
|
|
|
|
|
(2)Article 630 of the 1990 U.S. National Electrical Code allows the rated ampacity of the supply conductors to be determined by multiplying the nameplate rating by the appropriate multiplier, depending on the duty cycle of the welder.
SQUARE WAVE TIG 355