Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
THEORY OF OPERATION
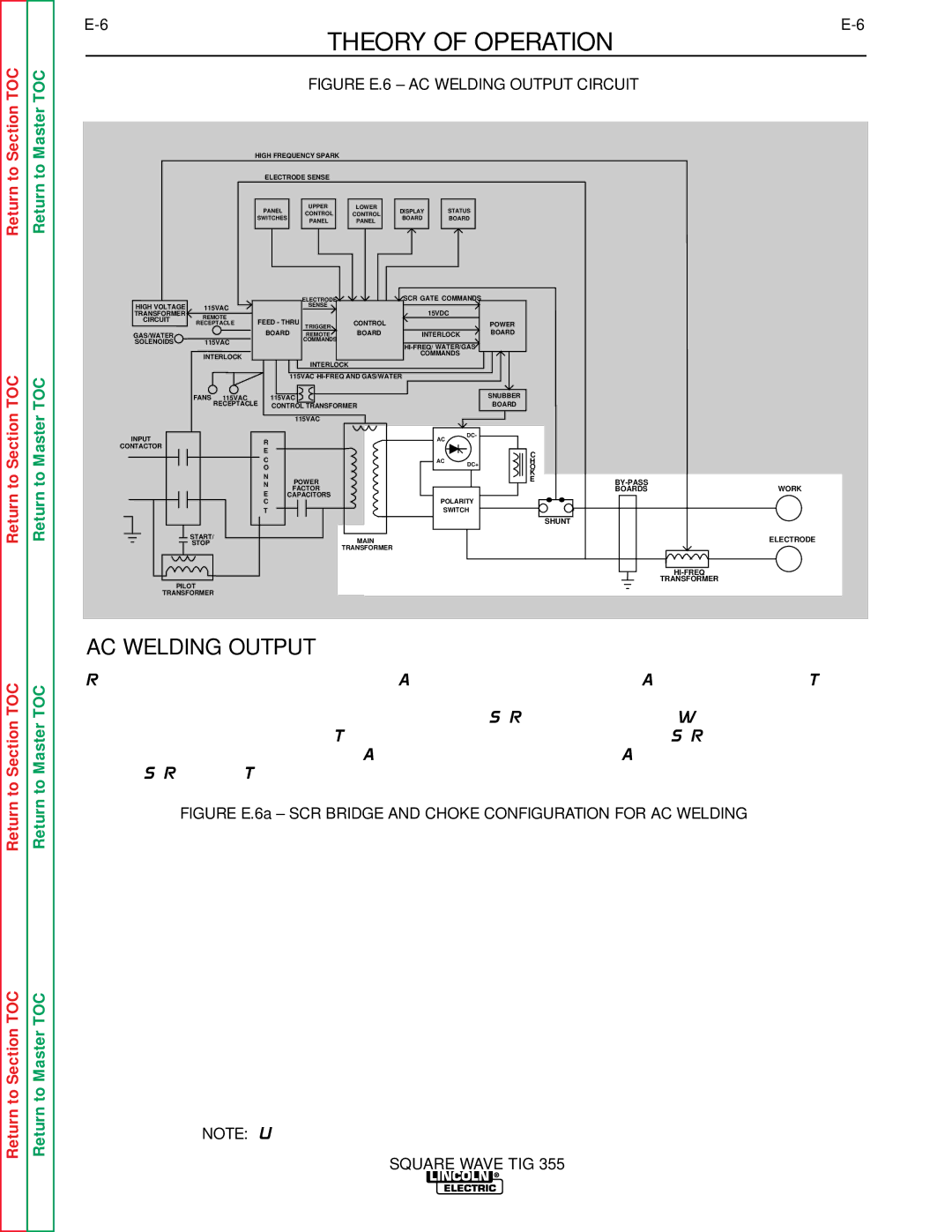
FIGURE E.6 – AC WELDING OUTPUT CIRCUIT
HIGH FREQUENCY SPARK
ELECTRODE SENSE
PANEL | UPPER |
|
| LOWER |
| DISPLAY |
| STATUS | |
CONTROL |
| CONTROL |
|
| |||||
SWITCHES |
|
| BOARD |
| BOARD | ||||
PANEL |
|
| PANEL |
|
| ||||
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ELECTRODE |
| SCR GATE COMMANDS |
|
HIGH VOLTAGE | 115VAC |
| SENSE |
| 15VDC |
|
TRANSFORMER | REMOTE |
|
|
|
| |
CIRCUIT | FEED - THRU | CONTROL |
| POWER | ||
| RECEPTACLE |
| ||||
|
| BOARD | TRIGGER | BOARD |
| BOARD |
GAS/WATER |
| REMOTE | INTERLOCK | |||
SOLENOIDS | 115VAC |
| COMMANDS |
|
|
|
|
|
|
| |||
|
|
|
|
|
| |
| INTERLOCK |
|
|
| COMMANDS |
|
|
|
|
|
|
| |
|
|
| INTERLOCK |
|
|
|
|
|
| 115VAC |
|
| |
| FANS 115VAC | 115VAC |
|
| SNUBBER | |
| RECEPTACLE | CONTROL TRANSFORMER |
| BOARD | ||
|
|
| 115VAC |
|
|
|
INPUT | R |
| AC | DC- |
|
|
|
|
|
|
|
| |||
CONTACTOR |
|
|
|
|
|
| |
E |
|
|
|
|
|
| |
|
|
|
| C |
|
| |
| C |
|
|
|
|
| |
|
| AC | DC+ | H |
|
| |
| O |
|
| O |
|
| |
| N |
|
|
| K |
|
|
| POWER |
|
| E |
| ||
| N |
|
|
| WORK | ||
| E | FACTOR |
|
|
| BOARDS | |
| CAPACITORS | POLARITY |
|
|
| ||
| C |
|
|
|
| ||
| T |
| SWITCH |
|
|
| |
|
|
|
|
|
| SHUNT |
|
| START/ | MAIN |
|
|
|
| ELECTRODE |
| STOP |
|
|
|
| ||
|
| TRANSFORMER |
|
|
|
|
|
|
|
|
|
|
|
| |
| PILOT |
|
|
|
|
| TRANSFORMER |
|
|
|
|
|
|
| |
| TRANSFORMER |
|
|
|
|
|
|
to Section TOC
to Master TOC
AC WELDING OUTPUT
Rotating the polarity switch to the AC position changes the welding power circuit. One lead (X2) of the main transformer secondary is connected to the machine output work terminal. The other secondary lead (X1) is connected to one of the AC connections on the SCR bridge. The electrode terminal is con-
nected to the other AC side of the bridge. The choke is now electrically across the negative and positive SCR bridge connections. With the ability of the choke to store energy and the SCRs to turn on at the appro- priate times, an AC square wave is developed and applied to the output terminals.
Return
Return to Section TOC
Return
Return to Master TOC
FIGURE E.6a – SCR BRIDGE AND CHOKE CONFIGURATION FOR AC WELDING
X1
X2
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion.
SQUARE WAVE TIG 355