DMC-1700/1800
Using This Manual
1X80 17X8
Contents
Connecting Hardware
Ii Contents
Programming Motion
Iv Contents
Application Programming 135
Troubleshooting 181
Vi Contents
Introduction
DMC-1700/1800 Overview
Standard Servo Motor with +/- 10 Volt Command Signal
Stepper Motor with Step and Direction Signals
Overview of Motor Types
DMC-1700/1800 Functional Elements
Microcomputer Section
Motor Interface
Communication
General I/O
System Elements
Motor
Amplifier Driver
Encoder
Watch Dog Timer
This page Left Blank Intentionally
DMC-17x0 and DMC-18x0 Motion Controllers
DMC-1700/1800 Getting Started
RAM
JP1 JP3
Elements You Need
JP5
JP6
JP8
Installing the DMC-1700/1800
Determine Overall Motor Configuration
Standard Servo Motor Operation
Sinusoidal Commutation
Install Jumpers on the DMC-1700/1800
Optional IRQ Interrupt Jumpers
Optional Motor Off Jumpers
Install the Communications Software
Install the DMC-1700/1800 in the PC
DMC-1700 Install
DMC-1800 Install
Using Galil Software for DOS DMC-1700 only
Using Galil Software for Windows 98 SE, ME, XP,
On the first dialog, select Add/Troubleshoot
DMC-1700/1800 Getting Started
Getting Started
Automatically Assigned resources in Win 98 SE
Device Manager in Win 98 SE
Edit Input/Output Range in Win 98 SE
Using Galil Software for Windows NT
DMC-1700/1800 Getting Started
Sending Test Commands to the Terminal
Determine the Axes to be Used for Sinusoidal Commutation
Make Connections to Amplifier and Encoder
Getting Started
Connect Standard Servo Motors
Check the Polarity of the Feedback Loop
Inverting the Loop Polarity
BGX CR
DC Power Supply
Getting Started
Connect Sinusoidal Commutation Motors
Baxz
If Hall Sensors are Available
If Hall Sensors are Not Available
Connect Step Motors
AMX
Tune the Servo System
TE X CR
Design Examples
Example 1 System Set-up
Example 2 Profiled Move
Instruction Interpretation
Example 5 Position Interrogation
Example 3 Multiple Axes
Example 4 Independent Moves
Example 8 Operation Under Torque Limit
Example 6 Absolute Position
Example 7 Velocity Control
Example 10 Operation in the Buffer Mode
Example 11 Using the On-Board Editor
Example 9 Interrogation
Line # Instruction Interpretation
Example 12 Motion Programs with Loops
Example 13 Motion Programs with Trippoints
Example 14 Control Variables
BGY
Example 15 Linear Interpolation
Example 16 Circular Interpolation
4000
This page Left Blank Intentionally
Using Optoisolated Inputs
Limit Switch Input
DMC-1700/1800 Connecting Hardware
Overview
Home Switch Input
Abort Input
Wiring the Optoisolated Inputs
Uncommitted Digital Inputs
Using an Isolated Power Supply
Optoisolated Inputs
Bypassing the Opto-Isolation
Analog Inputs
Amplifier Interface
TTL Inputs
TTL Outputs
DMC-1700/1800 Connecting Hardware
This page Left Blank Intentionally
Software Tools and Communications
DMC-1700/1800 Software Tools and Communications
DMC-1800 FIFO, DPRAM, IRQ DMC-1700 FIFO, DMA, IRQ
Galil SmartTERM
Galil SmartTERM
Recent enough to support the QU command
DMC Program Editor Window
Data Record Display for a DMC-1840
Galil Registry Editor
Communication Settings for ISA and PCI
Setting Communications Parameters and Methods
General Communications Parameters Dialog
Stall Thread and Delay Thread Methods
Interrupt Communications Method
Data Record Cache Depth
Data Record Refresh Rate
DMC-1700 Data Record Parameters
Windows Servo Design Kit Wsdk
Wsdk Main Screen
Creating Custom Software Interfaces
Galil Communications API with C/C++
Sending Commands in VB
Declare Functions
End Sub
Enabling Event Interrupts EI command
DOS, Linux, and QNX tools
Controller Event Interrupts and User Interrupts
Linux
Bit Number Condition
Bit number Input
Status Byte hex Condition
Hardware Level Communications for ISA and PCI
Communications with the DMC-1700
Simplified Communications Procedure
Communication with DMC-1700
Control Register N+1
Register Address Read/Write Description
Interrupt Service for the DMC-1700
Reading the Data Record using the Polling Fifo
Determining the Base Address
Polling Fifo Mode Read Procedure
Secondary Fifo Registers
Simplified Communication Procedure
PCI Device Identification
Read, Write, and Control Registers
Communication with DMC-1800
Fifo Control Register at N+4
Half Full Flag
Reading the Data Record from the Secondary Fifo
Enabling and Reading IRQ’s
Reset Register at N+8
Dual Port RAM Dpram access for reading the Data Record
DMA / Secondary Fifo / Dpram Memory Map
Write
General output block 6 outputs
DMC-1700/1800 Software Tools and Communications
Axis Switch Information 1 Byte
General Status Information 1 Byte
Axis Status Information 1 Word
BIT
DMC-1700/1800 Software Tools and Communications
This page Left Blank Intentionally
Command Syntax Ascii
DMC-1700/1800 Command Basics
Command Syntax Binary
Coordinated Motion with more than 1 axis
Binary Command Format
Header Format
Datafields Format
A7 02 00 05 03 E8 FE 0C
Binary command table
Example
Interrogation Commands
Summary of Interrogation Commands
Controller Response to Data
Interrogating the Controller
Operands
Interrogating Current Commanded Values
Command Summary
DMC-1700/1800 Programming Motion
VS,VA,VD
Operand Summary Independent Axis
Command Summary Independent Axis
Independent Axis Positioning
Example Absolute Position Movement
Example Multiple Move Sequence
Command Summary Jogging
Command
Independent Jogging
Axis velocity profile
Example Joystick Jogging
Position Tracking
Example Jog in X only
Command Description PT1
Example Motion
Position vs Time msec Motion
Velocity vs Time msec Motion
Trip Points
Velocity vs.Time Motion
Linear Interpolation Mode
Command Summary Position Tracking Mode
Command Description
Specifying Linear Segments
Specifying Vector Speed for Each Segment
Additional Commands
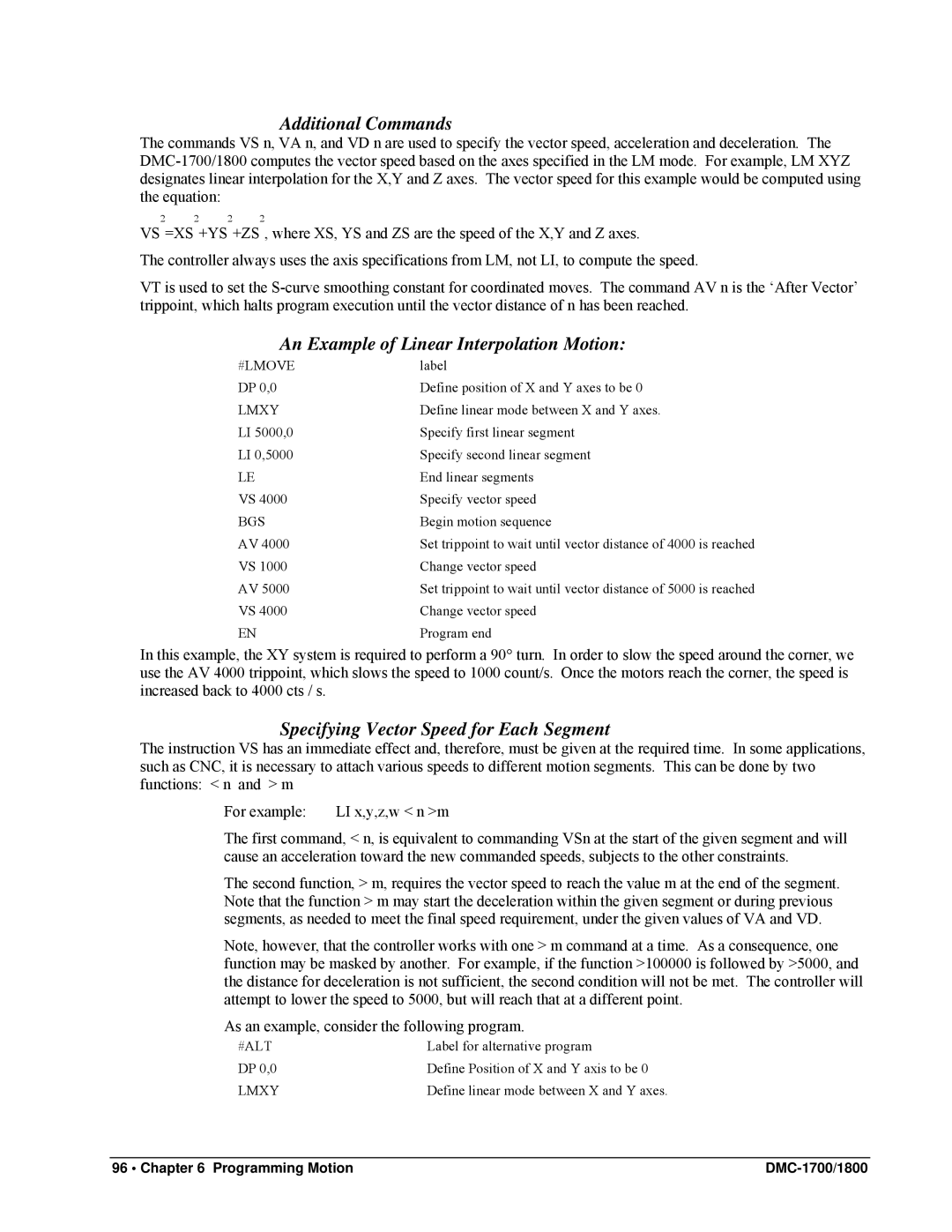
An Example of Linear Interpolation Motion
Command Summary Linear Interpolation
Operand Summary Linear Interpolation
Changing Feedrate
LM?
Example Linear Move
LM ZW
COUNT=0
Example Multiple Moves
#LOAD
Specifying Vector Segments
Vector Mode Linear and Circular Interpolation Motion
Specifying the Coordinate Plane
Additional commands
Tangent Motion
Compensating for Differences in Encoder Resolution
Trippoints
Example
Command Summary Coordinated Motion Sequence
Operand Summary Coordinated Motion Sequence
Electronic Gearing
Required Path
Ramped Gearing
GA Z, Z
Example Electronic Gearing Over a Specified Interval
MO Z
Command Summary Electronic Gearing
Example Gantry Mode
Example Simple Master Slave
Example Electronic Gearing
GA,X
Electronic Cam
GA, CX
ET0=,0
EM 6000,1500
EP 2000,0
EG x,y,z,w
EQ x,y,z,w
Command Summary Electronic CAM
Command Description
Operand Summary Electronic CAM
Example Electronic CAM
Contour Mode
Specifying Contour Segments
CMX
DT0CD0
Command Summary Contour Mode
Command CM Xyzw CM Abcdefgh
General Velocity Profiles
Generating an Array An Example
Contour Mode Example
#POINTS
POSC=V4
DIFC=POSD-POSC
Teach Record and Play-Back
Record and Playback Example
Virtual Axis
Ecam Master Example
Sinusoidal Motion Example
DT2
Monitoring Generated Pulses vs Commanded Pulses
Stepper Motor Operation
Specifying Stepper Motor Operation
Stepper Motor Smoothing
Using an Encoder with Stepper Motors
Command Summary Stepper Motor Operation
Operand Summary Stepper Motor Operation
Motion Complete Trippoint
Stepper Position Maintenance Mode SPM
Error Limit
Internal Controller Commands user can query
User Configurable Commands user can query & change
Example SPM Mode Setup
Correction
Full-Stepping Drive, X axis
Half-Stepping Drive, X axis
Example Error Correction
#MOTION
#LOOPJP#LOOP
#POSERR
Example Friction Correction
Using the CE Command
Additional Commands for the Auxiliary Encoder
Dual Loop Auxiliary Encoder
DE 0,500,-30,300
Backlash Compensation
Continuous Dual Loop Example
Sampled Dual Loop Example
V1= DEX
Using the IT and VT Commands
Motion Smoothing
Example Smoothing
JP#END,@ABSV22
Using the KS Command Step Motor Smoothing
Trapezoidal velocity and smooth velocity profiles
Homing
Stage
MG AT Home
Example Homing
#HOME
Switch
Command Summary Homing Operation
High Speed Position Capture The Latch Function
Operand Summary Homing Operation
Example Find Edge
Fast Update Rate Mode
AL Y
Programming Motion
DMC-1700/1800 Application Programming
Using the DMC-1700/1800 Editor to Enter Programs
ED #BEGIN
Program Format
Edit Mode Commands
Using Labels in Programs
Commenting Programs
Using the command, no or Apostrophe ‘
Special Labels
HX n
Executing Programs Multitasking
XQ #A, n
Trace Commands
Error Code Command
Stop Code Command
RAM Memory Interrogation Commands
Debugging Example
Program Flow Commands
Operands
Event Triggers & Trippoints
Function
DMC-1700 and DMC-1800 Event Triggers
AS X Y Z W S
Event Trigger Examples
Event Trigger Multiple Move Sequence
Event Trigger Set Output after Distance
Event Trigger Repetitive Position Trigger
Event Trigger Change Speed along Vector Path
Event Trigger Set output when At speed
Event Trigger Start Motion on Input
Event Trigger Multiple Move with Wait
Define Output Waveform Using AT
Conditional Jumps
Command Format JP and JS
Logical operators
Conditional Statements
Multiple Conditional Statements
Using If, Else, and Endif Commands
Using the JP Command
Example Using JP command
Using the if and Endif Commands
Using the Else Command
Command Format IF, Else and Endif
Example using IF, Else and Endif
Nesting if Conditional Statements
Subroutines
Stack Manipulation
Auto-Start Routine
Automatic Subroutines for Monitoring Conditions
Example Limit Switch
Example Position Error
Example Motion Complete Timeout
Example Input Interrupt
Example Command Error
Example Command Error w/Multitasking
Bit-Wise Operators
Mathematical and Functional Expressions
Mathematical Operators
Functions
ENTER,LENS6
FLEN=@FRACLEN
LEN1=FLEN&$00FF
Variables
Programmable Variables
Assigning Values to Variables
PR Posx
Example Using Variables for Joystick
Operands
Assigning Variable Values to Controller Parameters
Displaying the value of variables at the terminal
Arrays
Special Operands Keywords
Defining Arrays
Examples of Internal Variables
Uploading and Downloading Arrays to On Board Memory
Using a Variable to Address Array Elements
Assignment of Array Entries
Data Types for Recording
Command Summary Automatic Data Capture
Automatic Data Capture into Arrays
Input of Data
Input of Data Numeric and String
Deallocating Array Space
Output of Data Numeric and String
Sending Messages
Cut-to-Length Example
Inputting String Variables
Final Value is
Using the MG Command to Configure Terminals
Formatting Messages
MG 07
Displaying Variables and Arrays
Summary of Message Functions
Local Formatting of Response of Interrogation Commands
PF m.n
LZ0
LZ1
Formatting Variables and Array Elements
Converting to User Units
Local Formatting of Variables
VF m.n
Hardware I/O
Digital Outputs
Example Start Motion on Switch
Digital Inputs
Input Interrupt Function
AI 1BGX
Example Position Follower Point-to-Point
Analog Inputs
Examples Input Interrupt
Wire Cutter
Example Applications
Example Position Follower Continuous Move
VER=VAR-TPX
JP #A
Table Controller
Inch = 40,000 counts
CR 80000,270,-360
BGZ
AMZ
BGZ AMZ
Speed Control by Joystick
Speed = 20000 x VIN
Position Control by Joystick
Backlash Compensation by Sampled Dual-Loop
JG VEL JP #B
DP0
Instruction
This page Left Blank Intentionally
Hardware Protection
Output Protection Lines
Input Protection Lines
DMC-1700/1800 Hardware & Software Protection
Signal or Function State if Error Occurs
Software Protection
Programmable Position Limits
# Poserr
Off-On-Error
Automatic Error Routine
Limit Switch Routine
#AJP #AEN
JP#END
#LF
Stxamx
#LR MG Reverse Limit
Installation
DMC-1700/1800 Troubleshooting
Communication
Stability
Operation
This page Left Blank Intentionally
Theory of Operation
DMC-1700/1800 Theory of Operation
Level
Operation of Closed-Loop Systems
Velocity and Position Profiles
System Modeling
Functional Elements of a Motion Control System
Motor-Amplifier
Voltage Drive
Current Drive
= 2 Ω
Velocity Loop
T1 = J/Ka Kt Kg
Voltage Source
DAC
Digital Filter
Amp
System Analysis
Motor
Dz = 1030 z-0.95/Z
Encoder
Digital Filter
System Design and Compensation
Analytical Method
= 76 180 6 =
PM = 180 + α =
Kd = 10/32768 =
= 4 ∗ KP
KP =
Equivalent Filter Form DMC-1700/1800
Electrical Specifications
Servo Control
Stepper Control
Input/Output
Performance Specifications
Power
Connectors for DMC-1700/1800 Main Board
J1 DMC-1740/1840 A-D Axes Main J5-DMC-1740/1840 A-D Axes
J8 DMC-1780/1880 J6 DMC-1780/1880 J7 DMC-1780/1880
Axes Main PIN IDC Auxiliary Encoder
Pin-Out Description for DMC-1700/1800
Outputs
PWM/STEP OUT
Inputs
HEX JPR A8 JPR A7 JPR A6 JPR A5 JPR A4 JPR A3 JPR A2
Setting Addresses for the DMC-1700
Standard Addresses
2AC
2BC
2CC
2DC
3CC
3AC
3BC
Plug and Play Addresses
Communications Jumpers
Accessories and Options
PC/AT Interrupts and Their Vectors
ICM-1900 Interconnect Module
Terminal Label Description
Mocmdx
Signx
Pwmx
GND +VCC
AN2
AN3
AN4
AN5
AMP-19X0 Mating Power Amplifiers
Features
Specifications
ICM-1900 Drawing
OUT GND
ICM-2900 Interconnect Module
OUT PWR
ANA GND
ANALOG5
ANALOG6
ANALOG7
MBX
Standard Opto-isolation and High Current Opto-isolation
Opto-Isolated Outputs ICM-1900 / ICM-2900 -Opto option
Extended I/O of the DMC-17x8/1700/1800 Controller
Accessing extended I/O
Saving the State of the Outputs in Non-Volatile Memory
CO n
OP m,a,b,c,d
MG @IN17
Connector Description
OP 7,,,,7
GND
J8 50-PIN IDC
IOM-1964 Opto-Isolation Module for Extended I/O Controllers
Description
Overview
Buffer chips
Configuring Hardware Banks
Figure A.4 CB-50-80 and CB-50-100 Bracket Layout
Figure A.5 IOM-1964 Chip Configuration Layout
Input Circuit
Sinking Sourcing
High Power Digital Outputs
Figure A.9 High Current Output Circuit
Internal Pullup
Output Command Result
Standard Digital Outputs
Electrical Specifications
High Power Digital Outputs
Digital Inputs
Standard Digital Outputs
Relevant DMC Commands
DMC-1700/1800 Appendices
Coordinated Motion Mathematical Analysis
360
Velocity
DMC-1700/DMC-1000 Comparison
List of Other Publications
Training Seminars
Motion Control Made Easy
Warranty
Contacting Us
Index
DMC-1700/1800 Index
Flags
ICM-1100 25, 47, 48 Independent Motion
Quit
Stop