TOC
TOC
OPERATION | ||
|
|
|
1. STATUS LED |
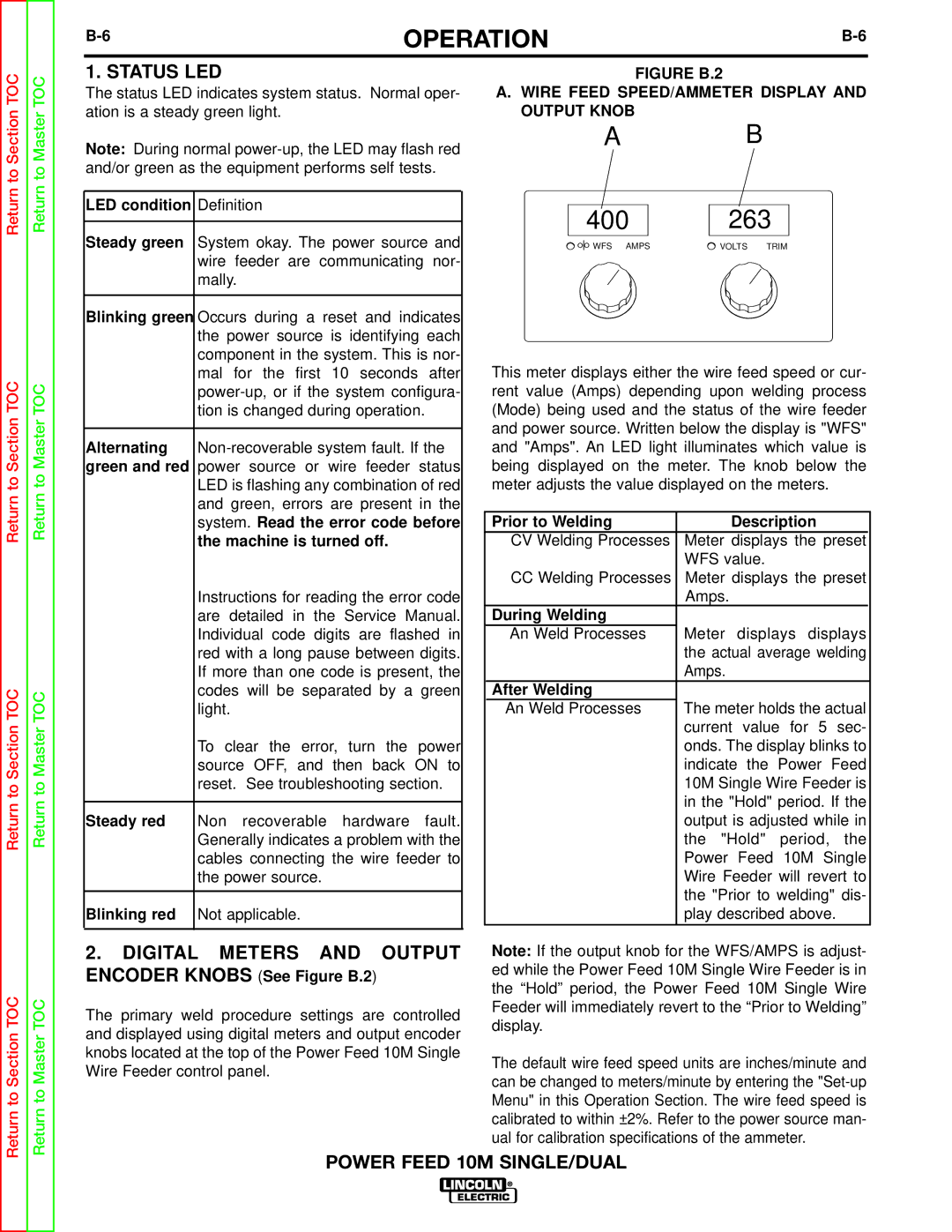
| FIGURE B.2 |
The status LED indicates system status. Normal oper- | A. WIRE FEED SPEED/AMMETER DISPLAY AND |
ation is a steady green light. | OUTPUT KNOB |
Return to Section
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master
Return to Master TOC
Return to Master TOC
Return to Master TOC
Note: During normal
LED condition Definition
Steady green System okay. The power source and wire feeder are communicating nor- mally.
Blinking green Occurs during a reset and indicates | ||||
| the power source is identifying each | |||
| component in the system. This is nor- | |||
| mal for the first 10 seconds after | |||
| ||||
| tion is changed during operation. | |||
|
| |||
Alternating | ||||
green and red power | source or | wire feeder | status | |
| LED is flashing any combination of red | |||
| and green, errors are present in the | |||
| system. Read the error code before | |||
| the machine is turned off. |
| ||
| Instructions for reading the error code | |||
| are detailed in the Service Manual. | |||
| Individual code digits are flashed in | |||
| red with a long pause between digits. | |||
| If more than one code is present, the | |||
| codes will be separated by a green | |||
| light. |
|
|
|
| To clear the error, turn the power | |||
| source OFF, and then back ON to | |||
| reset. See troubleshooting section. | |||
|
|
|
|
|
Steady red | Non | recoverable | hardware | fault. |
| Generally indicates a problem with the | |||
| cables connecting the wire feeder to | |||
| the power source. |
|
| |
|
|
|
| |
Blinking red | Not applicable. |
|
| |
2.DIGITAL METERS AND OUTPUT ENCODER KNOBS (See Figure B.2)
The primary weld procedure settings are controlled and displayed using digital meters and output encoder knobs located at the top of the Power Feed 10M Single Wire Feeder control panel.
A B
400 | 263 |
WFS AMPS | VOLTS TRIM |
This meter displays either the wire feed speed or cur- rent value (Amps) depending upon welding process (Mode) being used and the status of the wire feeder and power source. Written below the display is "WFS" and "Amps". An LED light illuminates which value is being displayed on the meter. The knob below the meter adjusts the value displayed on the meters.
Prior to Welding | Description |
|
| |
CV Welding Processes | Meter displays the preset |
| ||
| WFS value. |
|
|
|
CC Welding Processes | Meter displays the preset | |||
| Amps. |
|
|
|
During Welding |
|
|
|
|
An Weld Processes | Meter displays displays | |||
| the actual average welding | |||
| Amps. |
|
|
|
After Welding |
|
|
|
|
An Weld Processes | The meter holds the actual | |||
| current value for 5 sec- | |||
| onds. The display blinks to | |||
| indicate the | Power | Feed | |
| 10M Single Wire Feeder is | |||
| in the "Hold" period. If the | |||
| output is adjusted while in | |||
| the "Hold" | period, | the | |
| Power Feed | 10M Single | ||
| Wire Feeder will revert to | |||
| the "Prior to welding" dis- | |||
| play described above. | |||
|
|
|
|
|
Note: If the output knob for the WFS/AMPS is adjust- ed while the Power Feed 10M Single Wire Feeder is in the “Hold” period, the Power Feed 10M Single Wire Feeder will immediately revert to the “Prior to Welding” display.
The default wire feed speed units are inches/minute and can be changed to meters/minute by entering the
POWER FEED 10M SINGLE/DUAL