Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
OPERATION | ||
|
|
|
STEEL AND STAINLESS SYNERGIC GMAW-P (PULSED MIG) WELDING
Synergic
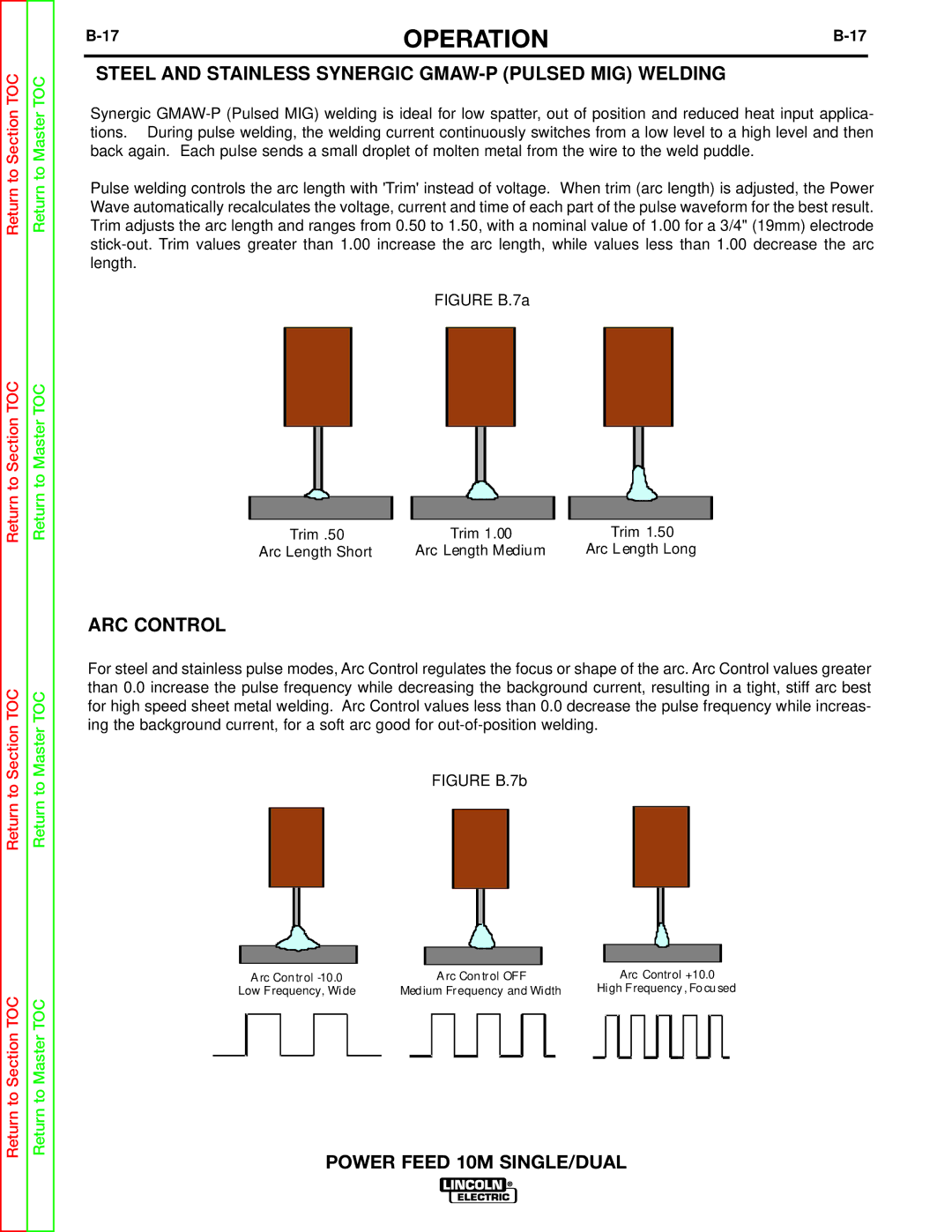
Pulse welding controls the arc length with 'Trim' instead of voltage. When trim (arc length) is adjusted, the Power Wave automatically recalculates the voltage, current and time of each part of the pulse waveform for the best result. Trim adjusts the arc length and ranges from 0.50 to 1.50, with a nominal value of 1.00 for a 3/4" (19mm) electrode
FIGURE B.7a
Trim .50 | Trim 1.00 | Trim 1.50 |
Arc Length Short | Arc Length Medium | Arc Length Long |
ARC CONTROL
For steel and stainless pulse modes, Arc Control regulates the focus or shape of the arc. Arc Control values greater than 0.0 increase the pulse frequency while decreasing the background current, resulting in a tight, stiff arc best for high speed sheet metal welding. Arc Control values less than 0.0 decrease the pulse frequency while increas- ing the background current, for a soft arc good for
FIGURE B.7b
Arc Control | Arc Control OFF | Arc Control +10.0 |
Low Frequency, Wide | Medium Frequency and Width | High Frequency, Focused |
POWER FEED 10M SINGLE/DUAL