14 The Tool Compensation
If parameter ANGLAL is set to 0, the control will not return an error message, but will automatically attempt to correct the contour in order to avoid overcutting. The procedure of compensation is as follows.
Each of blocks A, B and C are in offset mode. The computed vectors between blocks A and B are PL1, PL2, PL3, PL4; the compensation vectors between blocks B and C are PL5, PL6, PL7, PL8.
-PL4 and PL5 will be ignored if there is an interference between them.
-PL3 and PL6 will be ignored if there is an interference between them.
-PL2 and PL7 will be ignored if there is an interference between them.
-PL1 and PL8 cannot be omitted in the case of an interference, so an error message is
returned.
It is evident from the foregoing that the compensation vectors are paired at the start and end points of interpolation B, and will be ignored in pairs. If the number of compensation vectors on one side is 1 (or is reduced to 1), only the vectors on the other side will be omitted. The procedure of omitting will be carried on as long as the interference persists. The first compensation vector at the start point of interpolation B and the last one at the respective end point cannot beignored. If, as a result of omissions, the interference is eliminated, no error message will be returned, but error message 3048 INTERFERENCE ALARM will be returned otherwise. The remaining compensation vectors after each omission will always be interconnected by straight lines - even if interpolation B has been a circular one.
It is evident from the above example that the execution of interpolation A will not be commenced unless interpolation B has been checked for an interference. To do so, however, block C also had to be entered in the buffer, and the compensation vectors had to be calculated for transition B - C.
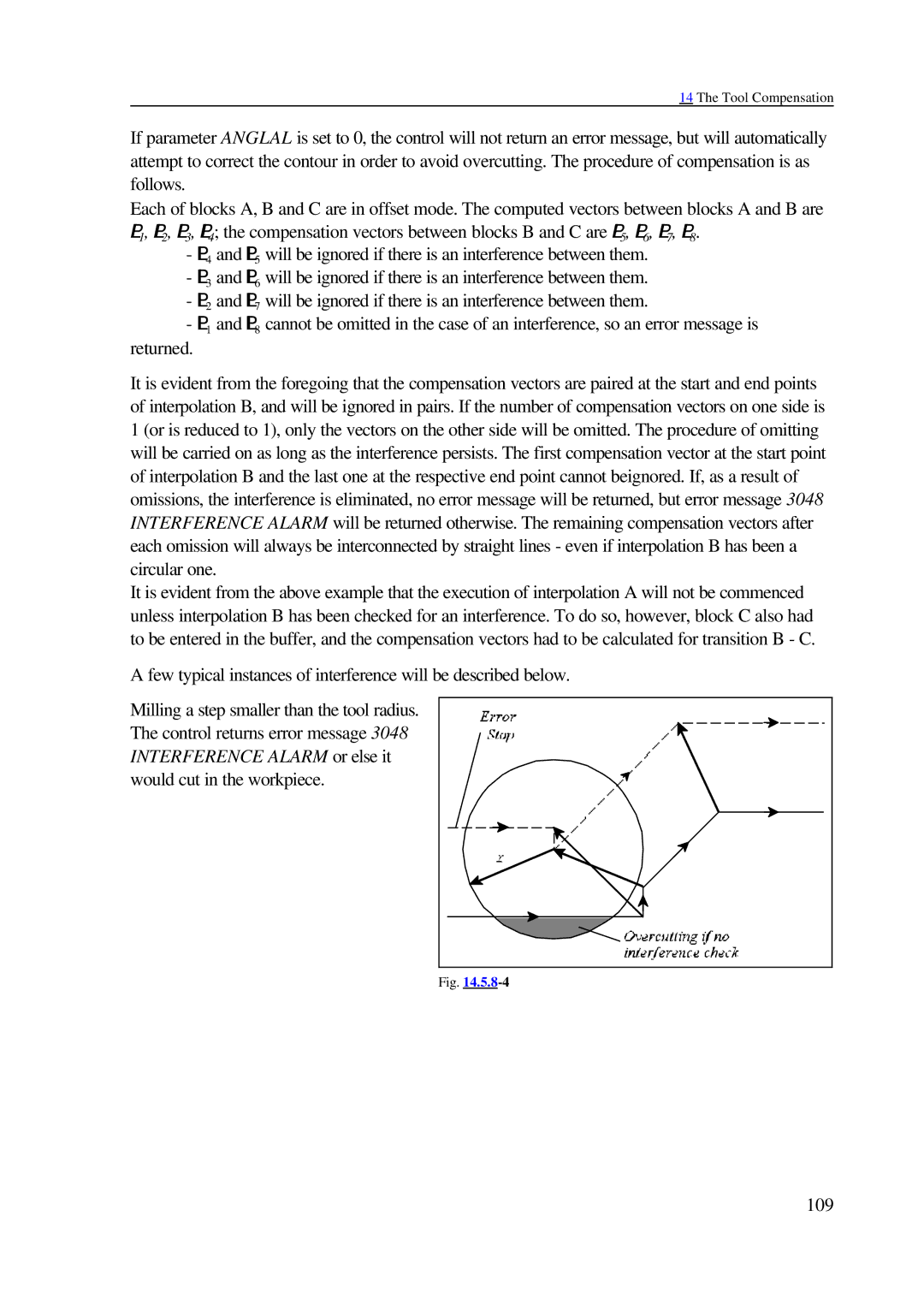
A few typical instances of interference will be described below.
Milling a step smaller than the tool radius. The control returns error message 3048 INTERFERENCE ALARM or else it would cut in the workpiece.
Fig. |
109