14 The Tool Compensation
Command
G40 or
D00
will cancel the
The difference between the two commands is that D00 will delete the compensation only, leaving state G41 or G42 unchanged. If a reference is made subsequently to a new address D (other than zero), the new tool compensation will be set up as the function of state G41 or G42.
If, however, instruction G40 is used, any reference to address D will be ineffective until G41 or G42 is programmed.
The compensation computation can be set up (G41, G42) or canceled (G40 or D00) only in a block of linear movement (G00 or G01).
G40, G41, G42 are modal ones. The control will assume state G40 after
14.6.2 The Three-dimensional Offset Vector
The control will generate the components of compensation vectors in the following way:
where r is the compensation value called at address D, P is the dominator constant,
I, J, K are values specified in the program.
The value of dominator constant is taken from parameter DOMCONST unless a different value is specified in the program at address E. If the value of the dominator constant is 0 and no value has been specified at address E either, the control will compute the value of P from the relationship
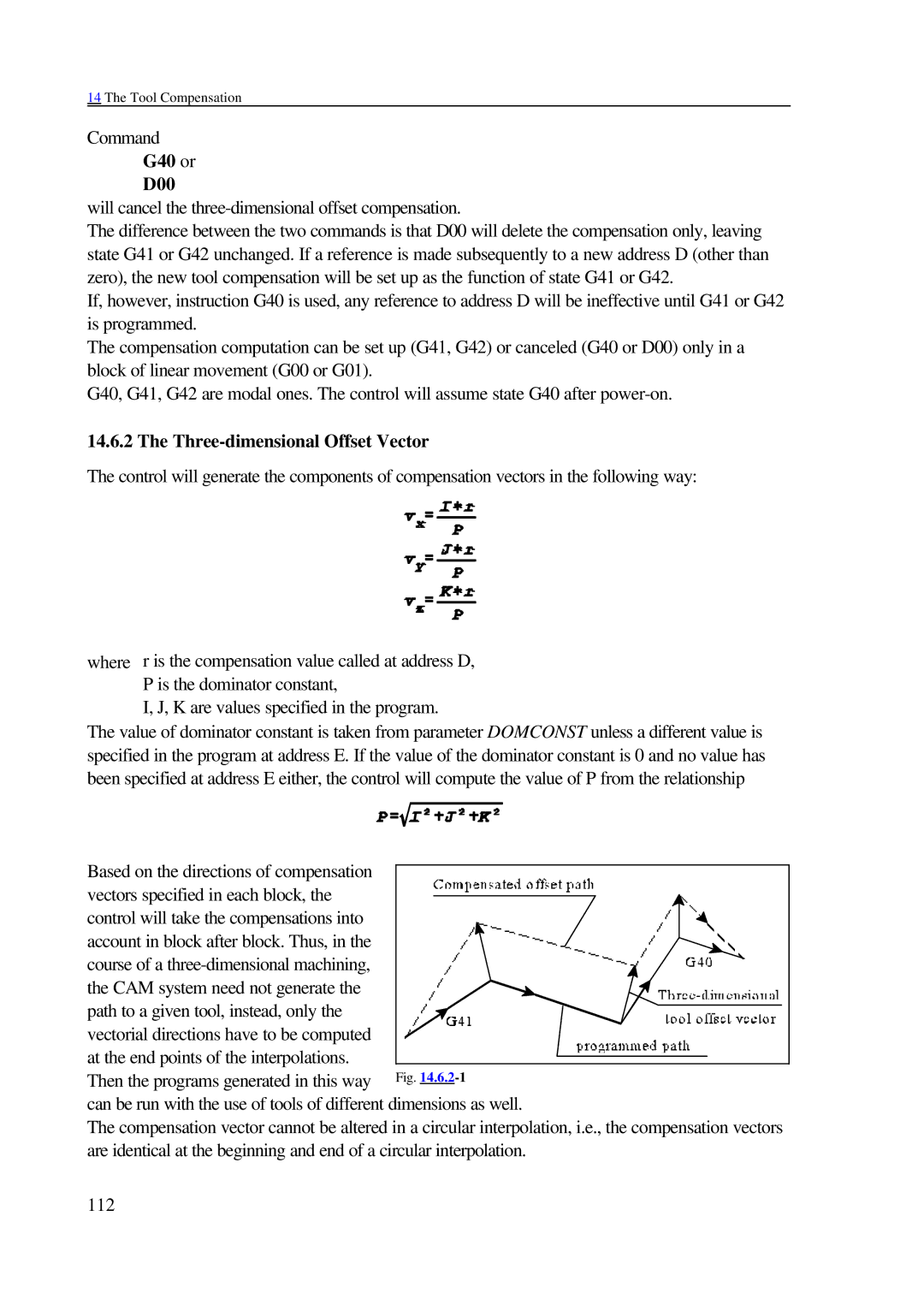
Based on the directions of compensation
vectors specified in each block, the control will take the compensations into account in block after block. Thus, in the course of a
path to a given tool, instead, only the vectorial directions have to be computed
at the end points of the interpolations. Then the programs generated in this way
can be run with the use of tools of different dimensions as well.
The compensation vector cannot be altered in a circular interpolation, i.e., the compensation vectors are identical at the beginning and end of a circular interpolation.
112