6 The Feed
6 The Feed
6.1 Feed in rapid travers
G00 commands a positioning in rapid traverse.
The value of rapid traverse for each axis is set by parameter by the builder of the machine. The rapid traverse may be different for each axis.
When several axes are performing rapid traverse motions simultaneously, the resultant feed will be calculated in such a way that the speed component of each axis will not exceed the particular rapid traverse value (set as a parameter), and the positioning is accomplished in a minimum of time.
Rapid traverse rate is modified by the rapid traverse override switch that can be F0: defined by parameter RAPOVER in %,
and 25%, 50%, 100%.
The rapid traverse rate will not exceed 100%.
Rapid traverse will be stopped if the state of the feedrate override switch is 0%.
In lack of a valid reference point, the reduced rapid traverses defined by the machine tool builder by parameter will be effective for each axis until the reference point is returned.
Rapid traverse override values can be connected to the feedrate override switch.
When the slide is being moved by the jog keys, the speed of rapid traverse is different from the rapid traverse in G00, it is also selected by parameters separately for each axis. Appropriately it is lower than the speed of positioning for human response times.
6.2 Cutting Feed Rate
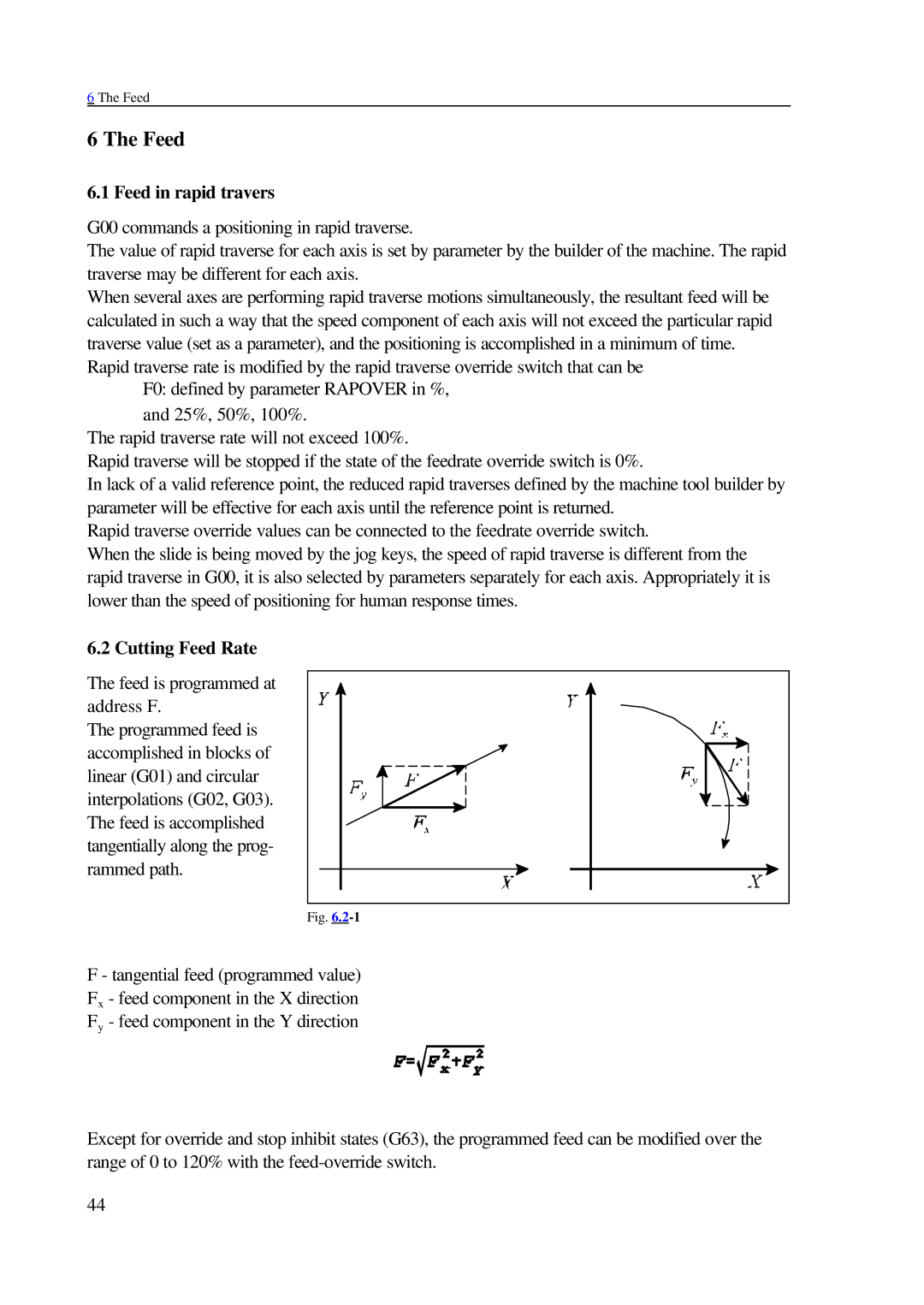
The feed is programmed at address F.
The programmed feed is accomplished in blocks of linear (G01) and circular interpolations (G02, G03). The feed is accomplished tangentially along the prog- rammed path.
Fig. |
F - tangential feed (programmed value)
Fx - feed component in the X direction
Fy - feed component in the Y direction
Except for override and stop inhibit states (G63), the programmed feed can be modified over the range of 0 to 120% with the
44