14 The Tool Compensation
With G47 programmed (double increase by the offset value):
a. movement command: 20cases b, c, d are similar to G45 compensation: 5
Fig. |
With G48 programmed (double decrease by the offset value):
a. movement command: 20cases b, c, d are similar to G45 compensation: 5
Fig. |
If, after command G45...G48, movement commands are issued for several axes in the block, the resultant compensation will be effective in each programmed axis separately, with the value specified at D
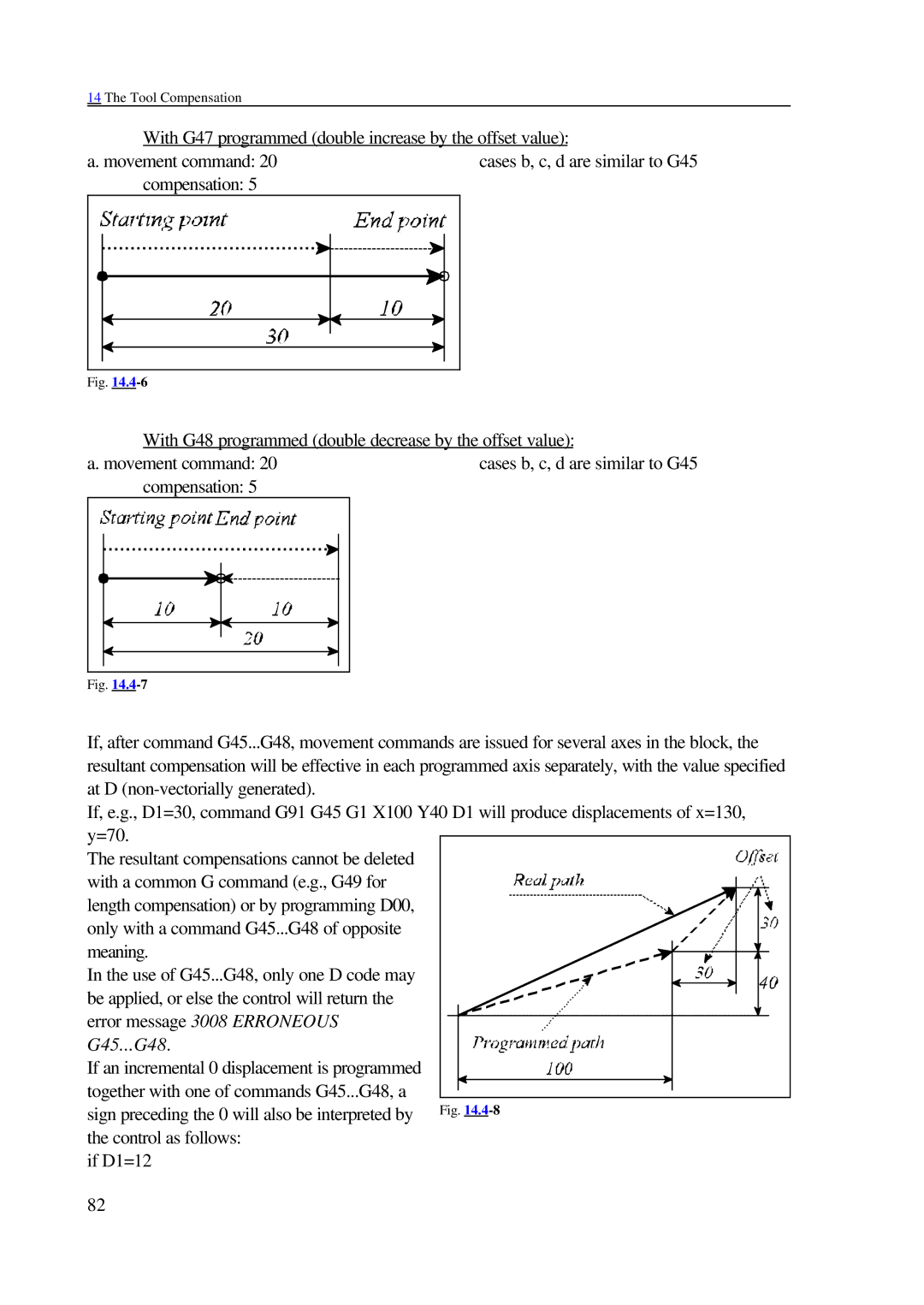
If, e.g., D1=30, command G91 G45 G1 X100 Y40 D1 will produce displacements of x=130, y=70.
The resultant compensations cannot be deleted with a common G command (e.g., G49 for length compensation) or by programming D00, only with a command G45...G48 of opposite meaning. In the use of G45...G48, only one D code may
be applied, or else the control will return the error message 3008 ERRONEOUS
G45...G48. If an incremental 0 displacement is programmed together with one of commands G45...G48, a
sign preceding the 0 will also be interpreted by the control as follows:
if D1=12
82