5 The Coordinate Data
Enabling the handling of
The function is affected by setting parameter 0241 ROLLOVEN_A, 0242 ROLLOVEN_B or 0243 ROLLOVEN_C to 1 for axes A, B or C, respectively, provided the appropriate axis is a rotary one. If the given parameter ROLLOVEN_x
–=0: the rotary axis is regarded as linear axis and the setting of further parameters is uneffective,
–=1: handling of
Specifying path per
The path per one
With the help of the above parameter settings the control always displays the position of the rotary axis in range 0°- +359.999° independent of the direction of rotation and the number of revolutions.
Movement of rotary axis in case of absolute programming
In case of absolute data input, when handling of
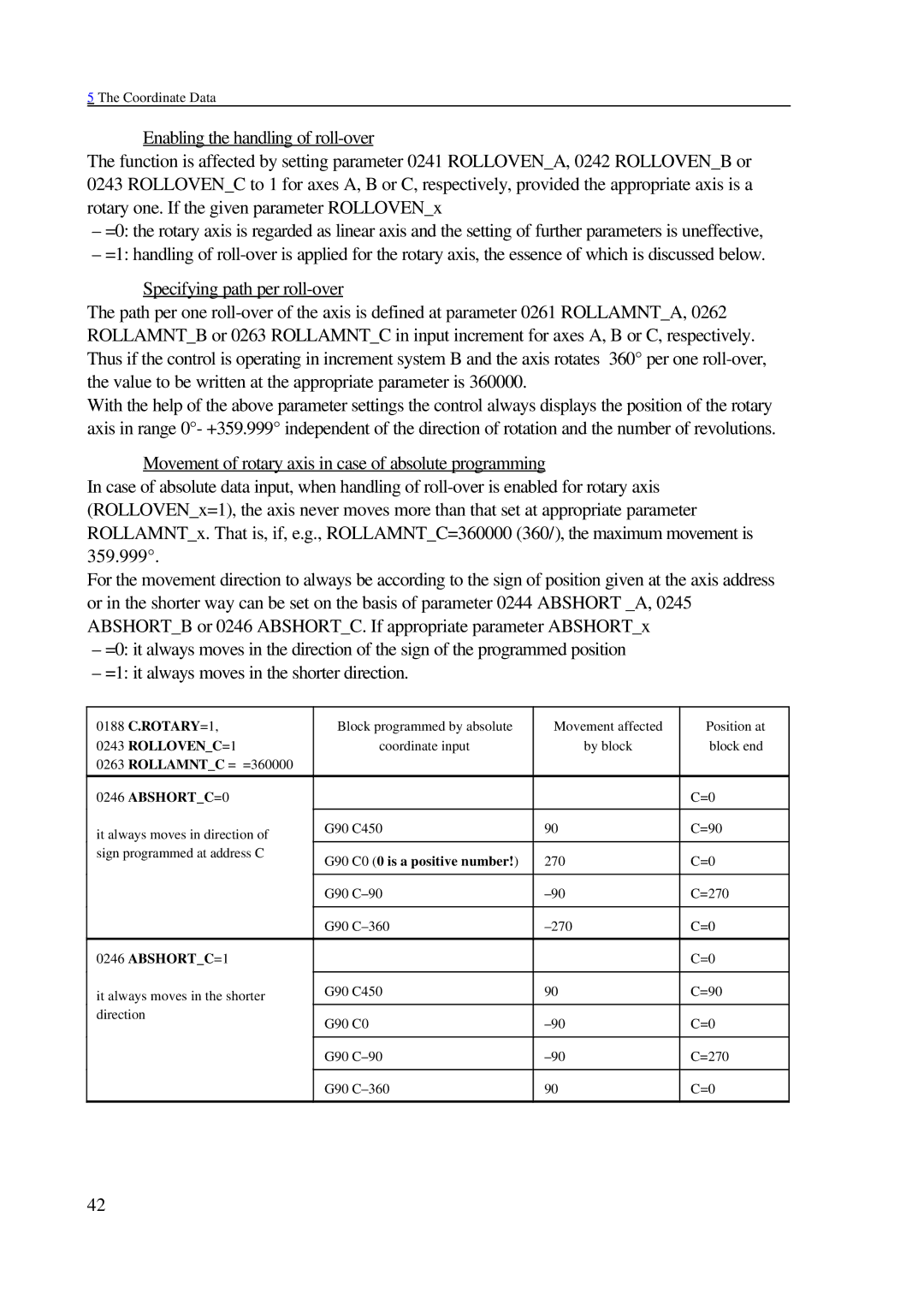
For the movement direction to always be according to the sign of position given at the axis address or in the shorter way can be set on the basis of parameter 0244 ABSHORT _A, 0245 ABSHORT_B or 0246 ABSHORT_C. If appropriate parameter ABSHORT_x
–=0: it always moves in the direction of the sign of the programmed position
–=1: it always moves in the shorter direction.
0188 C.ROTARY=1, | Block programmed by absolute | Movement affected | Position at |
0243 ROLLOVEN_C=1 | coordinate input | by block | block end |
0263 ROLLAMNT_C = =360000 |
|
|
|
|
|
|
|
0246 ABSHORT_C=0 |
|
| C=0 |
|
|
|
|
it always moves in direction of | G90 C450 | 90 | C=90 |
|
|
| |
sign programmed at address C | G90 C0 (0 is a positive number!) | 270 | C=0 |
| |||
|
|
|
|
| G90 | C=270 | |
|
|
|
|
| G90 | C=0 | |
|
|
|
|
0246 ABSHORT_C=1 |
|
| C=0 |
|
|
|
|
it always moves in the shorter | G90 C450 | 90 | C=90 |
|
|
| |
direction | G90 C0 | C=0 | |
| |||
|
|
|
|
| G90 | C=270 | |
|
|
|
|
| G90 | 90 | C=0 |
|
|
|
|
42